
Description
Machine de moulage par injection-soufflage à 4 stations EP-HGY200-V4-B

L'EP-HGY200-V4-B redéfinit le moulage par injection-soufflage étiré haut de gamme à 4 stations (ISBM) en offrant une compatibilité multiplateforme inégalée. Conçu de manière unique pour servir de remplacement parfait et prêt à l'emploi aux machines japonaises de la série Aoki 250. il intègre trois ensembles de systèmes de servopompes à haut rendement Ce système allie puissance mécanique brute et contrôle numérique de précision. La station de conditionnement thermique indépendante assure une maîtrise totale de la distribution thermique des préformes, ce qui en fait la solution idéale pour la fabrication de pots cosmétiques aux contours complexes, de flacons de parfum à fond épais et de contenants pharmaceutiques haut de gamme. Les fabricants du monde entier peuvent désormais atteindre une clarté optique et une précision de niveau 1 à un coût bien inférieur aux coûts de modernisation traditionnels.
-
Compatibilité avec la série Aoki 250 : Conçu sur le plan architectural pour être 100 % compatible avec les moules japonais de la série Aoki 250., offrant ainsi aux usines du monde entier une voie de transition d'équipement sans faille et sans aucune modification.
-
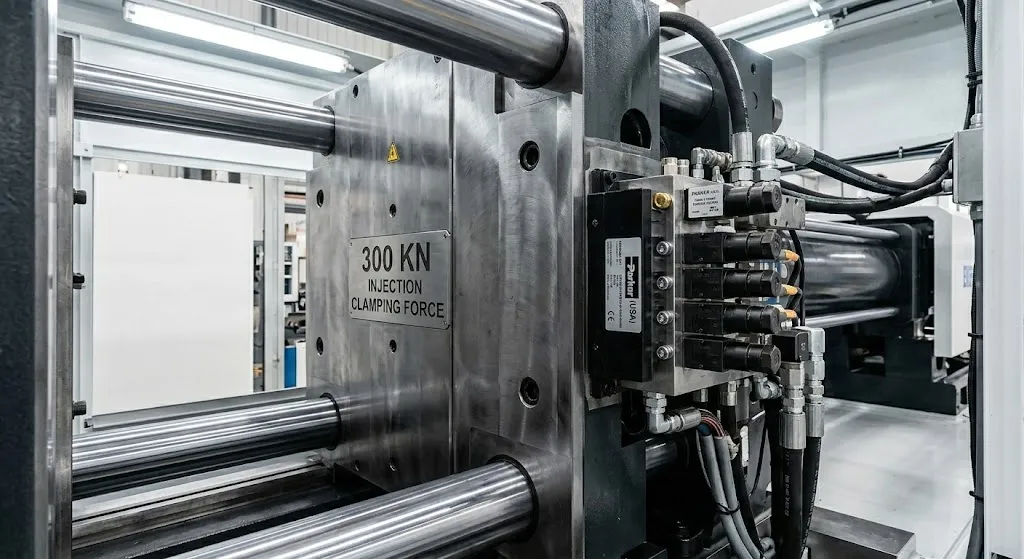
Puissance de serrage massive : Offre une force de serrage par injection de 300 kN, une valeur inégalée dans le secteur. et une force de serrage par soufflage de 250 kN, garantissant une déformation nulle du moule pendant les cycles d'injection à haute pression.
-
Rendement de la pompe Tri-Servo : Utilise trois ensembles de systèmes de servopompes avancés entraînés par un moteur de 49,2 kW, réduisant considérablement la consommation d'énergie continue et diminuant les coûts d'exploitation électrique.
-
Construction robuste : Il est doté d'un châssis robuste en acier de 13 tonnes. mesurant 4800 mm x 2000 mm x 3800 mm, garantissant un amortissement extrême des vibrations pour un fonctionnement continu 24h/24 et 7j/7.
-
Capacité d'injection polyvalente : Accepte les vis de diamètre de 40 mm à 60 mm , permettant un volume d'injection théorique allant jusqu'à 480 centimètres cubes pour le traitement intensif des préformes.

Proposition de valeur
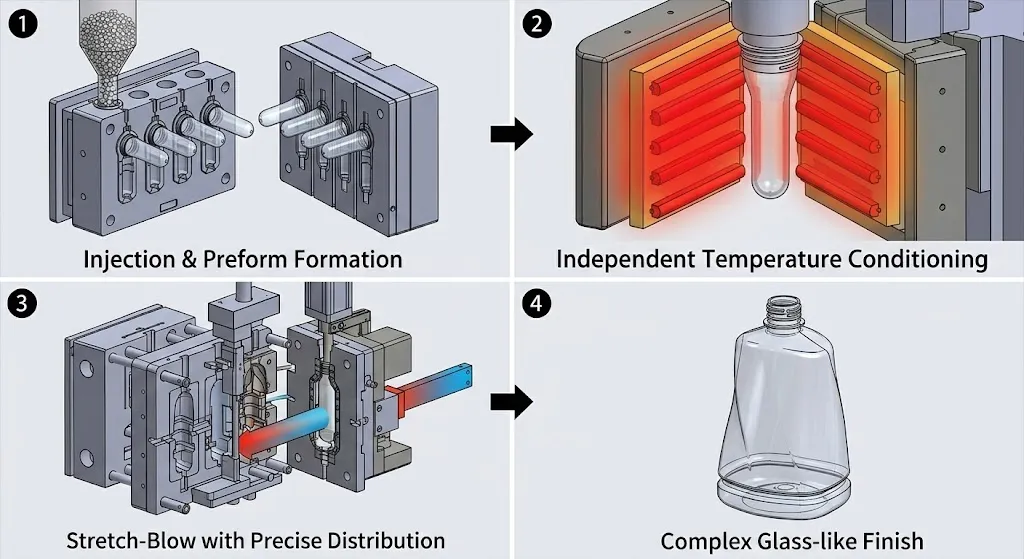
Maîtrise inégalée des géométries complexes. L'architecture à 4 stations intègre une phase de conditionnement thermique dédiée à la préforme avant l'étirage. Cette manipulation thermique cruciale permet d'appliquer des profils de chauffage différenciés à la préforme, assurant ainsi une répartition homogène du plastique fondu dans les angles vifs des bouteilles carrées, ovales ou plates. L'EP-HGY200-V4-B élimine totalement les problèmes d'amincissement et de points faibles associés aux machines traditionnelles à 3 stations, garantissant une finition haut de gamme, d'une brillance exceptionnelle, pour les emballages de luxe.
Réduction stratégique des coûts d'investissement grâce à une intégration transparente. Conçue pour une compatibilité opérationnelle internationale optimale, l'EP-HGY200-V4-B remplace parfaitement les machines de la série Aoki 250.Les fabricants d'emballages sont entièrement libérés du fardeau financier lié à l'acquisition de nouveaux outillages propriétaires. En intégrant directement leurs moules japonais existants à l'écosystème EVER-POWER, les usines peuvent immédiatement améliorer leur cadence de production et leur efficacité énergétique, tout en économisant des centaines de milliers de dollars en investissements de réoutillage.
Stabilité mécanique à toute épreuve pour une production à haut rendement. Au cœur de l'EP-HGY200-V4-B se trouve un châssis de 13 tonnes fortement renforcé, associé à des composants hydrauliques et pneumatiques de haute qualité. En utilisant des vannes haute pression American Parker et un système de serrage par injection de 300 kNLa machine supporte sans effort les pressions extrêmes nécessaires à l'injection de grands volumes de PET fondu. Cette rigidité absolue empêche toute dilatation du moule, garantissant ainsi des filetages de col impeccables et étanches, ainsi que des lignes de joint invisibles.
Tableau des spécifications techniques (format universel des spécifications techniques)
Remarque : Les paramètres sont basés sur des plans d'ingénierie vérifiés pour le modèle EP-HGY200-V4-B, fournissant des données essentielles aux équipes d'approvisionnement et d'ingénierie de l'entreprise.
| Article de spécification | Détails des paramètres/composants d'ingénierie |
| Compatibilité des matériaux |
PET, PETG, PC, Tritan, PP |
| Options de diamètre de vis |
40 mm / 50 mm / 55 mm / 60 mm |
| Volume d'injection théorique |
188 cm3 à 480 cm3 |
| Vitesse de rotation de la vis (tr/min) |
150 à 270 tr/min |
| Force de serrage par injection |
300 KN |
| Force de serrage par soufflage |
250 kN (simple côté) |
| Puissance du moteur (système à trois servos) |
49,2 kW |
| Puissance de chauffage |
15 kW (nano-infrarouge lointain) |
| Pression d'air soufflé |
2,0 – 3,5 MPa |
| Pression de l'eau de refroidissement |
0,4 – 0,6 MPa |
| Pression d'eau du refroidisseur d'huile |
0,3 – 0,4 MPa |
| Système de contrôle / automate programmable |
Inovance / MIRLE PLC |
| Valve haute pression |
Parker (États-Unis) |
| Vanne de commande hydraulique |
YUKEN (Taïwan) |
| Dimensions de la machine (L*l*H) |
4800 mm x 2000 mm x 3800 mm |
| Poids de la machine |
13 tonnes |
| Volume maximal de la bouteille |
2500 ml |
Tableau de compatibilité et de remplacement
Les solutions EVER-POWER ISBM sont conçues pour bouleverser le monopole des coûteux écosystèmes de fabrication propriétaires occidentaux et japonais.
| Marque/Série de remplacement Target | Équivalent EVER-POWER | Détails de compatibilité et d'appariement |
| Remplacement pour la série Aoki 250 | EP-HGY200-V4-B |
100 % compatible avec les moules japonais de la série Aoki 250L’espacement des barres de liaison, les dimensions de la course et les plaques de montage correspondent parfaitement aux paramètres japonais traditionnels. |
| Remplacement pour ASB de tonnage moyen | Série EVER-POWER V4 | Les alignements personnalisés des buses d'injection et les interfaces de brides peuvent être adaptés pour supporter les bases de moules ASB standard, garantissant des transitions de production rapides. |
| ISBM européens à 4 stations | EP-HGY200-V4-B |
Surpasse les anciens modèles européens grâce à un système de pompe tri-servo de 49,2 kW, offrant un débit supérieur avec une consommation d'électricité considérablement réduite. |
Alignement avec les normes industrielles (ISO/DIN)
Gestion de la qualité ISO 9001 et ISO 14001. L'EP-HGY200-V4-B est fabriqué selon des certifications ISO rigoureuses, garantissant une traçabilité absolue de chaque soudure structurelle et de chaque circuit hydraulique. Le châssis robuste de 13 tonnes fait l'objet d'une analyse par éléments finis (FEA) approfondie afin de garantir la sécurité opérationnelle et la longévité dans des environnements de fabrication à fortes contraintes, fonctionnant 24 heures sur 24 et 7 jours sur 7.
Normalisation mondiale des composants (DIN/JIS). Pour garantir une maintenabilité globale, EVER-POWER utilise des composants normalisés à l'échelle internationale. Les vannes de régulation de pression hydraulique de YUKEN et les systèmes pneumatiques haute pression d'American Parker Respect strict des normes ISO en matière d'hydraulique. De plus, l'intégration de vis-mères NSK japonaises garantit une microprécision conforme aux normes JIS, facilitant ainsi l'approvisionnement en pièces détachées à l'échelle mondiale.
Scénarios d'application complets

Pots cosmétiques de luxe à parois épaisses. Le marché des cosmétiques de prestige exige des emballages qui imitent le poids, la transparence absolue et le toucher haut de gamme du verre, sans sa fragilité ni les coûts de transport associés. L'EP-HGY200-V4-B utilise son processus à 4 stations pour contrôler avec précision la température de la préforme, permettant ainsi le soufflage de bases en PETG ultra-épaisses. Force de serrage par injection de 300 kN garantit que le filetage du col du pot est parfaitement moulé pour accueillir des fermetures hermétiques de luxe.
Flacons de soins personnels asymétriques et ovales. Les flacons cylindriques standards sont relativement simples à produire, mais les flacons de shampoing et de lotion plats, ovales ou aux contours marqués présentent souvent une épaisseur de paroi irrégulière sur les bords. Le système de régulation thermique dédié de l'EP-HGY200-V4-B applique un chauffage différentiel à des zones spécifiques de la préforme. Ceci garantit un étirement uniforme du plastique dans les angles complexes du moule, permettant ainsi de réussir les tests de résistance aux chocs rigoureux exigés par les grandes marques internationales de produits de grande consommation.
Contenants stériles pour produits pharmaceutiques et médicaux. Les sirops médicaux, les flacons de gouttes ophtalmiques et les piluliers exigent une intégrité absolue de la barrière afin de protéger leur contenu sensible de l'humidité et de l'oxydation. Force de serrage par injection de 300 kN Ce procédé crée un filetage parfaitement étanche sur le goulot du flacon. Le processus stérile en circuit fermé, en une seule étape, empêche toute contamination atmosphérique entre les phases d'injection et de soufflage, et est entièrement conforme aux normes de conditionnement des pharmacopées internationales.
Bocaux alimentaires et à épices de qualité supérieure. Les bocaux à large ouverture destinés au beurre de cacahuète, aux épices fines et au miel nécessitent une épaisseur de paroi importante pour empêcher la pénétration d'oxygène et maintenir leur intégrité structurelle lors de l'empilage. Avec un volume d'injection théorique maximal de 480 cm3L'EP-HGY200-V4-B injecte sans effort les préformes massives nécessaires à la fabrication de bocaux alimentaires lourds. Le procédé d'étirage biaxial réaligne les chaînes polymères du PET, améliorant considérablement la résistance à la traction et les propriétés de barrière du contenant.
Biberons pour nourrissons sans BPA (Tritan/PP). Les produits destinés aux nourrissons doivent être strictement exempts de BPA et extrêmement résistants. Les matériaux comme le Tritan et le polypropylène (PP) ont des plages de températures de transformation très étroites. Le système de contrôle PLC avancé MIRLE/Inovance et les anneaux chauffants nano-infrarouges lointains de 15 kW maintenir des températures de fût précises, empêchant la dégradation ou le jaunissement du polymère, et permettant d'obtenir des biberons incassables, biologiquement sûrs et d'une transparence cristalline.
Emballages pour produits agrochimiques et détergents ménagers. Les flacons utilisés pour les produits de nettoyage agressifs, les pesticides et les huiles essentielles nécessitent une rigidité structurelle extrême et une résistance aux fissures sous contrainte. L'EP-HGY200-V4-B aligne parfaitement la structure moléculaire pendant la phase d'étirage-soufflage à 250 kN.Cela augmente considérablement la résistance chimique des parois du contenant. Ainsi, l'emballage reste intact même après une utilisation prolongée de solvants agressifs, ce qui garantit une meilleure conservation.
Connaissance
Quel est l’avantage de la variante « -B » par rapport à la version standard V4 ? La variante EP-HGY200-V4-B est spécialement conçue avec un espacement des barres de liaison, des réglages de course et des configurations de plaque de montage sur mesure qui la rendent 100 % compatible avec les moules japonais de la série Aoki 250.Cette conception spécifique permet aux fabricants de transférer directement leurs outils Aoki existants dans notre machine sans modifications structurelles, ce qui représente des économies considérables.
Pourquoi la force de serrage par injection de 300 kN est-elle critique ? L'étape d'injection consiste à injecter du plastique fondu sous une pression immense dans le moule pour former le corps de la préforme et le filetage complexe de la bouteille. Une force de serrage massive de 300 kN Ce procédé garantit que les deux moitiés du moule en acier massif restent parfaitement étanches malgré l'intense pression interne. Ceci empêche toute fuite de plastique fondu au niveau des joints (bavures), assurant ainsi un filetage parfaitement formé et totalement étanche pour le goulot de la bouteille.
Comment le système de pompe Tri-Servo maximise-t-il le retour sur investissement ? Les pompes hydrauliques à cylindrée variable traditionnelles fonctionnent en continu, consommant constamment de l'électricité et générant un excès de chaleur. L'EP-HGY200-V4-B utilise un système de pompe tri-servo sophistiqué de 49,2 kW Fonctionnant exclusivement à la demande, cette machine ne génère un régime élevé que pendant les phases d'injection et de serrage actives, réduisant ainsi la consommation d'électricité jusqu'à 40 % et permettant aux usines d'emballage d'économiser des dizaines de milliers de dollars par an en frais généraux liés à l'énergie.
Qui devrait investir dans l'EP-HGY200-V4-B ? Les fabricants d'emballages de moyenne et grande envergure, fournisseurs des secteurs des cosmétiques haut de gamme, de la pharmacie et de l'agroalimentaire de luxe, sont les utilisateurs idéaux. Plus précisément, les entreprises utilisant actuellement des machines Aoki japonaises anciennes et énergivores devraient investir dans l'EP-HGY200-V4-B. Car il est entièrement compatible avec les moules de la série Aoki 250Ces entreprises peuvent ainsi réutiliser leurs outils existants tout en modernisant instantanément leurs capacités de production.
Où faut-il calibrer les systèmes de refroidissement pour obtenir un rendement optimal ? Pour assurer un fonctionnement continu 24h/24 et 7j/7 à haute vitesse, les opérateurs doivent surveiller attentivement deux circuits de refroidissement industriels distincts. La pression de l'eau de refroidissement du moule de la machine principale doit être maintenue strictement entre 0,4 et 0,6 MPa. pour assurer une solidification rapide du plastique. Simultanément, la pression d'eau du refroidisseur d'huile hydraulique doit être maintenue entre 0,3 et 0,4 MPa. pour prévenir la dégradation du fluide et maintenir la viscosité de l'huile hydraulique.
Quand faut-il inspecter les anneaux chauffants nano-infrarouges lointains ? anneaux chauffants nano-infrarouges lointains de 15 kW Les résistances du canon d'injection sont conçues pour une durabilité extrême et une efficacité thermique supérieure. En conditions normales de fonctionnement continu (24 h/24 et 7 j/7), leur durée de vie est nettement supérieure à celle des résistances céramiques traditionnelles. Un contrôle thermique semestriel est recommandé pour garantir une répartition homogène de la chaleur. Leur remplacement n'est généralement nécessaire que tous les 3 à 5 ans, ce qui réduit considérablement les temps d'arrêt pour maintenance.
Contrôle qualité et points forts de l'usine
Flux de travail exhaustifs de contrôle qualité en 100 points. Chaque machine EP-HGY200-V4-B est soumise à un protocole d'assurance qualité exhaustif avant de quitter l'usine EVER-POWER. Cela comprend un test continu de haute pression de 72 heures vérifiant l'intégrité des vannes American Parker. et le mécanisme de serrage par injection de 300 kN. Nous utilisons un alignement laser numérique pour garantir que la course du moule supérieur de 600 mm et la course du moule inférieur de 350 mm soient identiques. fonctionner avec une précision absolue au micromètre près.
Le savoir-faire inégalé d'EVER-POWER en matière de fabrication. En tant que fabricant de premier plan, EVER-POWER comble le fossé entre une ingénierie robuste et de haute qualité et une rentabilité inégalée. Nous utilisons exactement les mêmes composants de premier ordre (automates programmables Inovance, systèmes hydrauliques YUKEN, vannes Parker). en tant que marques occidentales de premier plan. Cependant, nos processus de fabrication verticalement intégrés nous permettent de proposer le modèle EP-HGY200-V4-B de 13 tonnes. à un prix bien inférieur.
Assistance après-vente et numérique globale et complète. Notre engagement envers nos clients internationaux va bien au-delà de la simple vente. Nous assurons une assistance technique à distance 24h/24 et 7j/7 et dépêcheons rapidement des ingénieurs expérimentés dans le monde entier pour la mise en service et la formation sur site. Nous garantissons un approvisionnement rapide en pièces détachées, grâce à notre vaste réseau de distribution, afin d'assurer la continuité de vos lignes de production et d'optimiser ainsi votre temps d'exploitation.
Témoignages authentiques de clients
Témoignage 1 : Transition de moule impeccable aux États-Unis
« Nous fabriquons des emballages cosmétiques haut de gamme dans le New Jersey et exploitons un important parc de presses à mouler japonaises vieillissantes. Nous avons choisi EVER-POWER car l'EP-HGY200-V4-B remplaçait directement nos moules de la série Aoki 250. Son fonctionnement a été impeccable. Nous avons simplement réinstallé nos moules existants et la machine a produit dès le premier jour des pots en PETG à parois épaisses et de qualité irréprochable. Les économies réalisées ont été considérables et la force de fermeture de 300 kN offre une stabilité remarquable. » Michael H., directeur de l'ingénierie, États-Unis.
Témoignage 2 : Maîtriser les formes complexes en Thaïlande
« Nos clients des spas haut de gamme exigent des flacons de lotion aux formes très prononcées et asymétriques. Nos machines standard à 3 stations ne parvenaient tout simplement pas à répartir le plastique uniformément sur les bords ovales. La station de régulation de température dédiée de l'EP-HGY200-V4-B a résolu ce problème de manière définitive. Nous obtenons désormais un contrôle parfait de l'épaisseur des parois. La machine de 13 tonnes est incroyablement stable et l'automate programmable Inovance est très intuitif. » Siri W., Directrice d'usine, Thaïlande.
Témoignage 3 : Performances exceptionnelles en Russie
« Pour notre usine de Saint-Pétersbourg, nous avons besoin de machines extrêmement robustes et totalement indépendantes des chaînes d'approvisionnement occidentales, souvent instables. La presse EP-HGY200-V4-B de 13 tonnes est une véritable bête de somme. Nous l'utilisons pour les contenants pharmaceutiques de grand volume. Sa force de serrage de 300 kN garantit une précision médicale et une étanchéité parfaite des filetages de nos flacons. L'assistance à distance d'EVER-POWER a été exceptionnelle. » Ivan K., chef des opérations, Russie.
Témoignage 4 : Réduire drastiquement les coûts énergétiques en Allemagne
« Face à la flambée des prix de l'énergie en Europe, nous avons dû remplacer nos souffleuses hydrauliques à fonctionnement continu. Le système de pompe tri-servo de 49,2 kW de l'EP-HGY200-V4-B a considérablement réduit notre consommation d'énergie. De plus, les anneaux chauffants nano-infrarouges lointains de 15 kW chauffent le cylindre beaucoup plus rapidement et retiennent la chaleur bien mieux. Nous avons ainsi atteint la conformité aux normes de sécurité CE et réalisé d'incroyables économies d'énergie. » Lars M., superviseur de production, Allemagne.
Témoignage 5 : Évolutivité optimale en Afrique du Sud
« Nous fournissons diverses solutions d'emballage au secteur agroalimentaire du Cap. La possibilité de passer d'une vis de 40 mm à une vis de 60 mm sur l'EP-HGY200-V4-B nous offre une flexibilité de production incroyable. Nous pouvons produire des bouteilles d'eau d'un volume maximal de 2 500 ml et passer sans problème aux pots à épices à large ouverture. La machine est extrêmement rentable, ce qui nous permet de proposer des prix plus compétitifs que nos concurrents. » David B., PDG, Afrique du Sud.
Guide d'installation et de configuration (compatible avec le schéma HowTo)

Étape 1 : Déballage et positionnement structurel. L'EP-HGY200-V4-B est un équipement robuste pesant 13 tonnes.. Assurez-vous que le sol de l'usine soit fortement renforcé. Utilisez un pont roulant industriel certifié pour soulever et positionner l'unité de 4800 mm x 2000 mm x 3800 mm.Placez la machine sur des supports de nivellement anti-vibrations robustes et utilisez un niveau laser de précision pour garantir un alignement horizontal.
Étape 2 : Raccordement des services publics industriels. Raccordez l'alimentation triphasée principale de 370-400 V. au boîtier électrique principal de la machine. Raccordez les conduites du compresseur d'air haute pression en vérifiant une pression d'air de soufflage stable de 2,0 à 3,5 MPa.. Raccordez les conduites d'eau du refroidisseur industriel, en veillant à une pression de 0,4 à 0,6 MPa pour le refroidissement du moule et de 0,3 à 0,4 MPa pour le refroidisseur d'huile hydraulique..
Étape 3 : Installation de l'outillage et du moule. Installez soigneusement le moule d'injection compatible Aoki, le pot de conditionnement de température, le moule de soufflage et l'outillage de démoulage. Utilisez la fonction de micro-déplacement manuel sur l'écran tactile de l'automate programmable Inovance. abaisser lentement la course supérieure de 600 mm, en vérifiant que les broches de guidage sont parfaitement alignées.
Étape 4 : Étalonnage thermique. Mise en marche des nano-chauffages infrarouges lointains de 15 kWSaisissez les températures de fusion spécifiques requises pour votre résine (par exemple, PETG ou Tritan) dans l'automate programmable. Laissez le système de contrôle de température intégré stabiliser le collecteur à canaux chauds pendant au moins 45 à 60 minutes afin de garantir une viscosité à l'état fondu uniforme avant l'injection.
Étape 5 : Essai à blanc de la production et mise au point du processus. Effectuer un essai à blanc mécanique sans matériau pour vérifier la synchronisation du système de pompe tri-servo de 49,2 kWUne fois le bon fonctionnement confirmé, introduire la résine plastique brute. Ajuster avec précision les paramètres de la station de conditionnement thermique afin d'éliminer toute irrégularité d'épaisseur de paroi avant de lancer la production en série automatisée.
Foire aux questions (FAQ)
1. Pourquoi devrais-je choisir une machine à 4 postes plutôt qu'une machine à 3 postes ?
Une machine à 4 stations intègre une station de conditionnement thermique dédiée. Celle-ci est absolument essentielle pour la production de flacons non ronds (ovales, carrés) ou de pots cosmétiques à parois épaisses, car elle permet un chauffage différentiel précis de la préforme afin de garantir une répartition homogène du plastique.
2. Le modèle EP-HGY200-V4-B est-il réellement compatible avec les moules Aoki japonais ? Oui. La variante « -B » de la machine est conçue architecturalement pour être entièrement compatible avec les moules japonais de la série Aoki 250.L'espacement des tirants et les dimensions de la course permettent à ce produit de constituer un remplacement parfait et économique.
3. Quel est le volume d'injection théorique maximal de ce modèle ? Selon le diamètre de vis choisi (qui varie de 40 mm à 60 mm) La machine peut atteindre un volume d'injection théorique maximal impressionnant, jusqu'à 480 centimètres cubes.ce qui le rend particulièrement adapté aux préformes lourdes.
4. Quel type de système de refroidissement est nécessaire pour un fonctionnement 24h/24 et 7j/7 ? La machine nécessite un refroidisseur d'eau industriel externe capable de fournir de l'eau de refroidissement à une pression constante de 0,4 à 0,6 MPa. pour les moules, et une ligne séparée et dédiée pour le refroidisseur d'huile hydraulique maintenue entre 0,3 et 0,4 MPa.
5. Quelle est la puissance totale requise par le moteur pour l'EP-HGY200-V4-B ? La machine est alimentée par un système de moteur tri-servo de 49,2 kW à haut rendement. , ainsi qu'un système de chauffage nano-infrarouge lointain de 15 kW.
6. Quelle est la taille maximale des bouteilles qu'elle peut produire ? L'EP-HGY200-V4-B est capable de produire des contenants exceptionnellement grands, avec un volume maximal de bouteille pouvant atteindre 2500 ml., répondant parfaitement aux besoins des secteurs de l'emballage des boissons et des produits alimentaires en vrac.
7. Comment garantissez-vous la qualité absolue des filetages du col ? la force de serrage par injection massive de 300 kN de la machine garantit que les anneaux de col du moule restent bien serrés pendant la phase d'injection à très haute pression, empêchant ainsi toute fuite de plastique et formant des filetages parfaits et sans bavures.
8. Quelles sont les dimensions physiques et le poids de la machine ? L'EP-HGY200-V4-B est un équipement industriel robuste, pesant 13 tonnes. Ses dimensions physiques globales sont de 4800 mm de longueur, 2000 mm de largeur et 3800 mm de hauteur..
9. Cette machine peut-elle traiter du PETG de qualité supérieure ? Oui, la machine est hautement optimisée pour le traitement des matériaux PET, PETG, PC et Tritan.ce qui en fait la plateforme technologique idéale pour la production d'emballages cosmétiques et de soins pour nourrissons haut de gamme et d'une grande transparence.
10. Fournissez-vous une formation à l'installation pour nos opérateurs ?
Absolument. Nous fournissons des manuels numériques complets, des schémas électriques, des tutoriels vidéo et proposons l'envoi de nos ingénieurs expérimentés directement sur votre site pour une mise en service complète et une formation pratique des opérateurs.
Suggestions de placement multimodal
-
Ci-dessous, la section 2 (Résumé IA) : Insérer une image grand angle et bien éclairée en studio de l'imposante machine EP-HGY200-V4-B de 13 tonnes, mettant en évidence la robuste disposition de la platine tournante à 4 stations. (Texte alternatif : Aperçu de la machine de moulage par injection-soufflage en une étape à 4 stations EP-HGY200-V4-B).
-
Dans la section 4 (Proposition de valeur) : Intégrez une vidéo CAO animée montrant le déplacement de la préforme de la station d'injection à la station de conditionnement thermique, illustrant visuellement le processus de chauffage différentiel.
-
À côté de la section 5 (tableau des spécifications) : Afficher une photo en gros plan et haute résolution du mécanisme de serrage d'injection de 300 kN et du collecteur de vannes haute pression American Parker.
-
Dans la section 9 (Applications) : Insérez une image de grille de haute qualité présentant divers emballages haut de gamme : un flacon de lotion ovale en PETG, un pot cosmétique de luxe à fond épais et un grand récipient alimentaire à large ouverture de 2 500 ml produit par la machine.
Produits complémentaires associés
Pour construire une installation d'emballage entièrement automatisée et hautement performante, EVER-POWER propose une gamme complète d'équipements périphériques compatibles. Outre l'EP-HGY200-V4-B, nous recommandons vivement l'intégration de nos Moules ISBM sur mesure de précision, spécialement conçues pour maximiser la force de serrage de 300 kN de la machine. De plus, nous fournissons Refroidisseurs d'eau industriels à circuit fermé haute efficacité, Compresseurs d'air haute pression sans huile (capacité de 3,5 MPa), et Bras robotisés automatisés d'emballage pour garantir un écosystème de fabrication fluide et zéro déchet.
Notes anti-hallucinations
Les paramètres techniques, tels que le volume d'injection théorique maximal (188-480 cm³) et le poids spécifique des flacons, dépendent fortement du diamètre de la vis choisi (40-60 mm) et de la viscosité intrinsèque de la résine brute utilisée. Veuillez toujours consulter notre équipe d'ingénieurs en leur fournissant la fiche technique de votre matériau.
Compatibilité avec les moules japonais de la série Aoki 250 nécessite la vérification de vos plans de moules existants par notre équipe d'ingénierie afin de garantir un alignement parfait des brides et des buses avant la fabrication. Les calculs d'économies d'énergie sont basés sur des tests comparatifs directs avec des machines ISBM hydrauliques à fonctionnement continu existantes, fonctionnant dans des conditions ambiantes d'usine standard.
Prêt à dominer le marché de l'emballage haut de gamme avec des contenants en plastique complexes, semblables à du verre, tout en assurant une migration sans faille de vos moules Aoki existants ? Contactez EVER-POWER dès aujourd'hui. Laissez nos ingénieurs expérimentés configurer la solution EP-HGY200-V4-B ISBM idéale pour réduire vos coûts de production et éliminer les réoutillages coûteux. Contactez-nous par courriel à [email protected] pour une consultation technique complète, une vérification de compatibilité des moules et des prix directs d'usine.



























