Description
Custom One-Step Injection Stretch Blow Moulds
The foundation of any high-yield injection stretch blow moulding (ISBM) operation is the absolute precision of its tooling. EVER-POWER offers complete turnkey mold design and manufacturing services, providing world-class ISBM moulds that dictate the final optical clarity, wall thickness, and drop-impact resistance of your PET, PETG, and Tritan containers. Utilizing advanced 5-axis CNC machining and fluid dynamic cooling simulations, our molds are engineered to accelerate thermal extraction, thereby reducing overall machine cycle times. Designed as perfect plug-and-play replacements for OEM tooling on Japanese and Western machinery, EVER-POWER molds empower global manufacturers to launch complex packaging designs rapidly without prohibitive capital expenditures.
-
Premium Metallurgy: Constructed using highly durable S136 or NAK80 stainless steel for cavities and cores, achieving a surface hardness of HRC 48-52 for millions of maintenance-free cycles.
-
Universal Compatibility: Flanges, tie-bar spacing, and nozzle interfaces are custom-engineered to perfectly fit EVER-POWER machines, as well as legacy Japanese (ASB, Aoki) and European ISBM equipment.
-
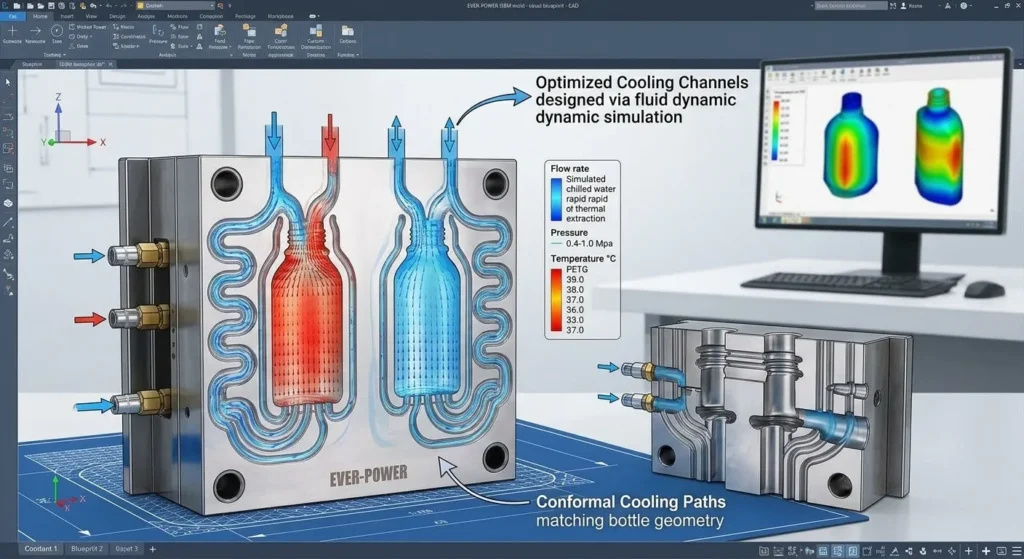
Optimized Cooling Channels: Features conformal cooling water channels designed via fluid dynamic simulation, enabling rapid thermal extraction (0.4 – 0.6 Mpa water pressure) to shorten cycle times significantly.
-
Optical-Grade Polishing: Cavities undergo meticulous diamond-paste hand polishing to achieve an extreme surface roughness rating of Ra 0.05, yielding glass-like transparency for cosmetic PETG jars.
-
Dynamic Cavitation: Capable of highly complex configurations ranging from massive 2-cavity bulk container molds to ultra-high-yield 24-cavity hotel amenity vial setups.

Value Proposition
Unrivaled Optical Clarity and Aesthetic Perfection. The cosmetic and premium beverage industries demand packaging that flawlessly mimics the weight and transparency of glass. EVER-POWER ISBM moulds achieve this through intense metallurgical selection and rigorous hand-polishing techniques. By utilizing high-grade S136 stainless steel polished to a mirror finish, we eliminate microscopic surface abrasions on the mold wall. This ensures the blown PET or PETG material emerges with absolute, crystal-clear transparency, completely free of cloudiness, drag marks, or visible parting lines, elevating your brand’s retail presence.
Drastic Cycle Time Reduction via Conformal Cooling. Time is the most expensive commodity in industrial plastic manufacturing. Our engineering team utilizes advanced thermodynamic software to design conformal cooling channels that closely follow the complex geometric contours of your specific bottle design. By maintaining a highly efficient flow of 0.4 to 1.0 Mpa chilled water directly adjacent to the hot plastic, our molds extract latent heat up to 20 percent faster than traditional straight-drilled cooling lines. This accelerates the plastic solidification phase, slashing overall cycle times and massively increasing your daily hourly output.
Cost-Effective Independence from Proprietary OEMs. Historically, purchasing replacement or new molds for Japanese or European ISBM machines required paying exorbitant proprietary OEM markups. EVER-POWER liberates global manufacturers from these restrictive supply chains. We reverse-engineer the specific mounting plates, stroke depths, and pneumatic interfaces of your existing machinery. This allows us to deliver world-class, fully compatible drop-in replacement molds at a fraction of the cost, significantly accelerating your Return on Investment (ROI) for new product launches.
Technical Specifications Table (Universal Technical Spec Format)
Note: Parameters are based on verified EVER-POWER tooling engineering standards, providing critical metallurgical and geometric data for enterprise procurement teams.
| Specification Item | Engineering Parameter / Component Details |
| Compatible Materials | PET, PETG, PC, Tritan, PP, PMMA, PS |
| Core / Cavity Material | S136 / NAK80 Stainless Steel / Aluminum 7075 |
| Mold Base Material | P20 / 45# High Carbon Steel |
| Material Hardness | HRC 48 – 52 (After Vacuum Quenching) |
| Surface Polish Quality | Ra 0.05 (SPI A-1 Optical Mirror Finish) |
| Cavitation Range | 1 to 24+ Cavities (Customizable) |
| Cooling Water Pressure | 0.4 – 1.0 Mpa |
| High-Pressure Air Interface | 2.0 – 4.0 Mpa (Compatible) |
| Accuracy Class | DIN 6 / ISO 7 / Tolerances up to ±0.01 mm |
| Operating Temp Range | Chilled Water (10°C) to Hot Runner (280°C) |
| Neck Finish Standards | PCO 1881, 28mm, 38mm, Custom Snap-On |
| Estimated Lifespan | Minimum 3,000,000 to 5,000,000 Shots |
| Flange Standards | JIS, DIN, ANSI Compatible |
| Mold Weight | Varies by Cavitation (Typically 300kg – 1500kg) |
Compatibility & Replacement Table
EVER-POWER custom ISBM molds are engineered to bridge the gap across diverse global machinery platforms, ensuring maximum operational flexibility.
| Target Replacement Machine | EVER-POWER Tooling Capability | Compatibility & Matching Details |
| EVER-POWER / BPET Series | Full Range (3, 4, and 6-Station) | Native integration. Perfectly matched to our servo clamping profiles (50 KN to 400 KN) and hot runner nozzle pitches. |
| Japanese ASB Series (e.g., 12M, 70DPH) | Custom ASB-Compatible Molds | Exact replication of ASB tie-bar spacing, mounting threads, and injection nozzle interfaces for true plug-and-play operation. |
| Japanese Aoki Series (e.g., 250) | Custom Aoki-Compatible Molds | Precisely engineered neck rings and conditioning cores to match Aoki’s distinct direct-heat processing architecture. |
Industry Standards Alignment (ISO/DIN)
Stringent DIN and JIS Metallurgical Standards. The longevity and performance of a mold are dictated by the purity of its steel. EVER-POWER utilizes internationally certified steel grades. We source S136 stainless steel (equivalent to DIN 1.2083) and NAK80 (JIS standard) for critical core and cavity components. These materials possess exceptional anti-corrosion properties against PVC and PET off-gassing, guaranteeing the mold retains its structural integrity and optical polish over millions of cycles.
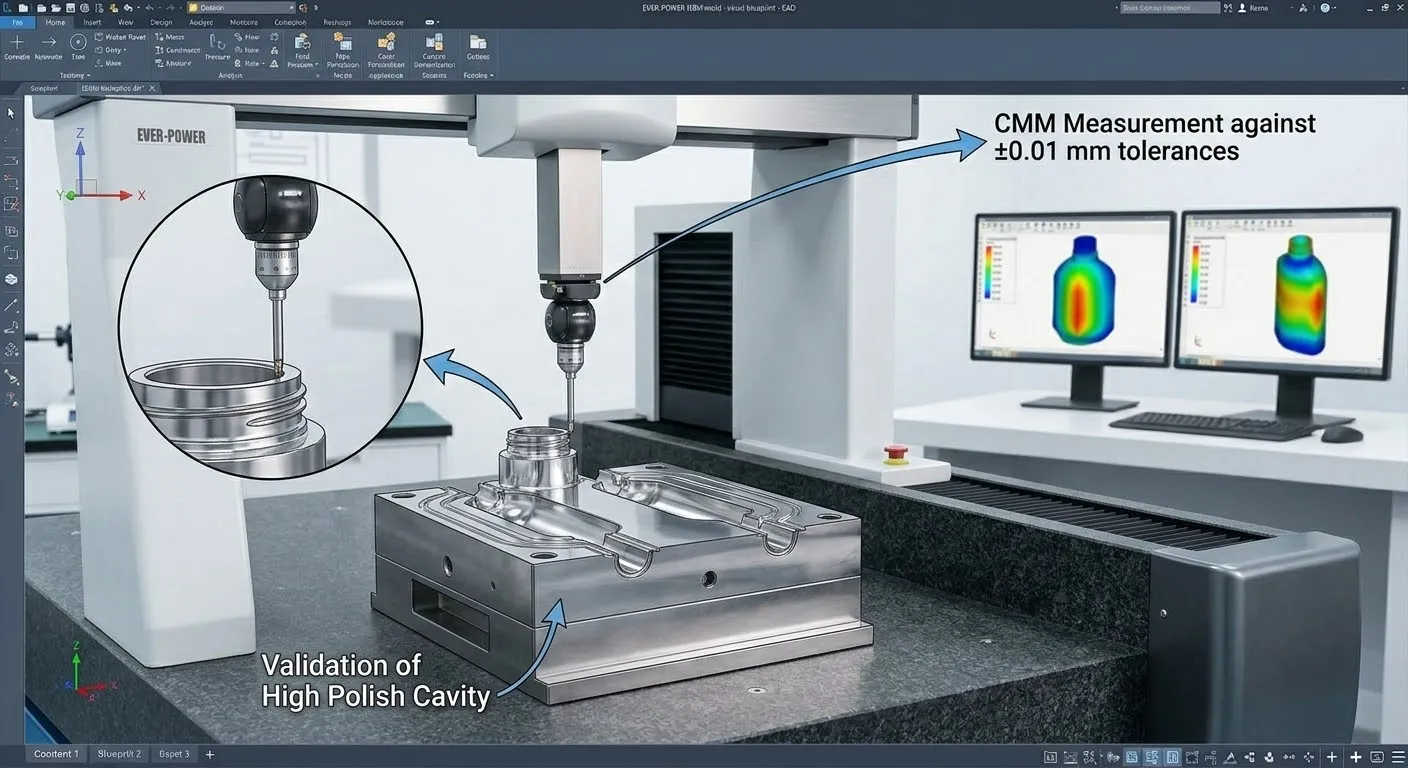
ISO 9001 Precision Machining. Every mold base, hot runner manifold, and neck ring is fabricated under strict ISO 9001 quality management systems. We utilize 5-axis CNC machining centers and coordinate measuring machines (CMM) to ensure that dimensional tolerances are held to ±0.01 mm. This extreme accuracy class is mandatory to prevent plastic flashing at the parting lines under 300+ KN of injection clamping force.
Comprehensive Application Scenarios

Heavy-Wall Luxury Cosmetic Jars. Premium face creams demand packaging that mimics the heavy weight and light-refracting transparency of glass. EVER-POWER custom molds are engineered with oversized injection gates and highly polished S136 steel cavities (Ra 0.05). This ensures the molten PETG flows smoothly into the thick base of the jar without introducing flow marks or micro-bubbles, achieving a flawless, luxury aesthetic that elevates high-end cosmetic brands.
Complex Asymmetrical Lotion Bottles. Flat, oval, or sharply contoured shampoo bottles are notoriously difficult to blow without thinning the plastic at the extreme corners. Our engineering team utilizes advanced finite element analysis to map the exact stretch ratios required for asymmetrical designs. We then machine custom temperature conditioning cores that apply differential heating, ensuring the plastic stretches evenly into the sharpest corners of the mold without failing drop-impact tests.
Sterile Pharmaceutical Eye-Drops and Syrups. Medical packaging requires absolute dimensional precision to ensure tamper-evident seals and child-proof caps function correctly. Our molds feature neck rings machined to a tolerance of ±0.01 mm under strict ISO 9001 protocols. This extreme accuracy guarantees perfectly sealed, leak-proof screw threads. The vacuum-quenched stainless steel construction ensures the molds can withstand sterile cleanroom washdown procedures without corroding.
Wide-Mouth Bulk Food and Spice Jars. Jars for peanut butter, gourmet spices, and sports nutrition powders require massive neck diameters (up to 140 mm) and thick walls to prevent oxygen ingress. EVER-POWER heavy-duty molds are built using robust P20 mold bases to withstand the 400 KN clamping forces required for bulk injection. The conformal cooling channels are specifically routed to rapidly extract heat from the thick neck finish, preventing post-ejection shrinkage.
BPA-Free Infant Nursing Bottles (Tritan/PP). Processing advanced, temperature-sensitive materials like Tritan requires flawless hot runner design. If plastic stagnates in the manifold, it degrades and releases hazardous byproducts. EVER-POWER infant bottle molds feature hydro-dynamically balanced hot runner systems that eliminate dead spots. This ensures the Tritan melt remains perfectly homogenized, resulting in biologically safe, highly transparent, and shatterproof nursing bottles.
Agrochemical and Household Detergent Packaging. Bottles utilized for aggressive cleaning agents and pesticides require extreme structural rigidity and stress-crack resistance. Our blow molds are designed to optimize the biaxial stretching phase, forcing the PET molecular chains into perfect alignment. Furthermore, we can engrave custom ribbed structures into the mold cavity, significantly increasing the vertical crush resistance of the final container for safe palletized shipping.
Knowledge
What makes S136 and NAK80 steel the optimal choice for ISBM molds?
S136 and NAK80 are highly refined, pre-hardened stainless steels. They possess exceptional anti-corrosion properties and outstanding polishability. In ISBM, the clarity of the PET bottle is a direct reflection of the mold’s surface. These steels can be diamond-polished to a mirror finish (Ra 0.05) and maintain that finish over millions of cycles without pitting or rusting from cooling water condensation, ensuring long-term optical perfection.
Why is Conformal Cooling superior to traditional drilled cooling lines?
Traditional cooling channels are drilled in straight lines, which cannot effectively reach the complex curves of an asymmetrical bottle, leaving “hot spots” that cause shrinkage. Conformal cooling channels are advanced pathways that follow the exact 3D contour of the mold cavity. This uniform thermal extraction cools the plastic much faster and evenly, reducing cycle times by up to 20 percent and virtually eliminating warped bottles.
How does EVER-POWER ensure the molds fit existing Japanese machines?
When replacing an ASB or Aoki mold, precision is everything. Our engineering team requires the technical blueprints of your machine’s tie-bar spacing, platen dimensions, and injection nozzle radius. We then reverse-engineer the mold base, customizing the mounting flanges and stroke clearances to perfectly match your legacy equipment. This guarantees a true plug-and-play installation without any cutting or welding on your factory floor.
Who Should Invest in EVER-POWER Custom Molds?
Any packaging manufacturer looking to launch a new bottle design, expand capacity, or replace worn-out OEM tooling should invest in EVER-POWER molds. Specifically, companies suffering from the extortionate tooling costs and long lead times of Western and Japanese proprietary manufacturers will find our custom molds to be a massive financial relief, allowing for faster, more profitable product launches.
Where must the Hot Runner temperatures be calibrated?
The hot runner manifold is the critical artery of the injection mold. Operators must calibrate the PID temperature controllers to match the exact melting point of the specific resin (e.g., 280°C for PET). The EVER-POWER hot runner system utilizes highly sensitive thermocouples to maintain absolute thermal stability across all nozzles, ensuring uniform melt viscosity whether injecting a 1-cavity or a 24-cavity mold.
When should mold maintenance be performed to ensure longevity?
While our molds are rated for up to 5,000,000 shots, routine maintenance is vital. Daily, operators should inspect the cooling lines for scale buildup and check for water leaks. Monthly, the guide pins and ejector mechanics should be lubricated with high-grade, food-safe grease. Semi-annually, the mirror-polished cavities should be carefully cleaned with specialized solvents to remove any micro-residue from PET off-gassing.
Quality Inspection and Factory Strengths
Exhaustive CMM and Flow-Testing Workflows. A mold is only as good as its final dimensional accuracy. At EVER-POWER, every machined component is subjected to rigorous inspection using 3D Coordinate Measuring Machines (CMM) to verify tolerances down to ±0.01 mm. Before shipping, we conduct comprehensive water flow and pressure tests up to 1.0 Mpa to guarantee zero leakage in the conformal cooling circuits, ensuring immediate reliability upon installation.
EVER-POWER’s Unrivaled CNC Manufacturing Prowess. As a premier source manufacturer, we possess a massive facility equipped with advanced 5-axis CNC milling centers, precision EDM (Electrical Discharge Machining) wire cutters, and deep-hole drilling equipment. This vertical integration allows us to control every step of the metallurgical process. We deliver elite, aerospace-grade tooling quality at a fraction of the cost and lead time of traditional European mold makers.
Comprehensive Global Design and Commissioning Support. Our commitment extends far beyond machining steel. We offer full 3D bottle design and prototyping services. Once the mold is shipped, we provide comprehensive setup schematics and offer remote digital assistance. For highly complex multi-cavity systems, we readily dispatch our senior tooling engineers globally to oversee the installation, thermal calibration, and initial dry-run testing at your facility.
Authentic Customer Testimonials
Testimonial 1: Breaking the OEM Monopoly in the USA
“We operate several Japanese ISBM machines in Ohio. Whenever we needed a new bottle design, the OEM quoted us astronomical tooling costs with a 6-month lead time. We switched to EVER-POWER custom molds. They reverse-engineered our ASB-12M platens perfectly. The new S136 steel mold dropped right in, the cooling efficiency is actually better than the original, and we saved over 50 percent on capital costs.” – Michael H., Director of Engineering, USA.
Testimonial 2: Achieving Optical Perfection in Thailand
“Our luxury cosmetic clients are incredibly strict about parting lines and cloudiness on their heavy-wall PETG jars. EVER-POWER manufactured a custom 4-station mold for us. Their diamond hand-polishing on the cavities is simply spectacular. The jars emerge looking exactly like heavy crystal glass. The conformal cooling also shaved 2 seconds off our cycle time, massively boosting our daily output.” – Siri W., Plant Manager, Thailand.
Testimonial 3: Uninterrupted Supply Chains in Russia
“Operating in Moscow, we lost access to our European mold suppliers for our pharmaceutical lines. EVER-POWER stepped in and provided complete supply chain security. They designed a 10-cavity eye-drop vial mold that fit our legacy machines flawlessly. The ±0.01 mm tolerance on the neck rings ensures absolute leak-proof seals for our medical clients. Their engineering support is absolutely top-tier.” – Ivan K., Operations Head, Russia.
Testimonial 4: High-Yield Amenity Production in Germany
“We needed to scale our hotel amenity production to a 24-cavity setup. Managing the hot runner balance on 24 tiny cavities is extremely difficult. EVER-POWER’s engineers nailed the thermal dynamics. Every single 30ml bottle fills perfectly without short shots or burning. The use of Aluminum 7075 for the blow mold kept the weight down, reducing wear on our machine’s servo drives. Brilliant engineering.” – Lars M., Production Supervisor, Germany.
Testimonial 5: Ultimate Scalability in South Africa
“We supply massive 5-liter water jugs across the African continent. EVER-POWER built us a custom 2-cavity heavy-duty mold. The massive P20 steel base easily handles our machine’s 400 KN clamping force without flexing. The water cooling channels extract heat so rapidly that our thick-walled jugs do not shrink or deform after ejection. They are the most cost-effective, high-quality tooling partner we have ever used.” – David B., CEO, South Africa.
Installation & Setup Guide (HowTo Schema Compatible)
Step 1: Uncrating and Anti-Rust Preparation. Upon delivery, carefully uncrate the heavy mold base using a certified overhead gantry crane. The mold is shipped coated in heavy anti-rust industrial oil. Use designated, non-abrasive industrial solvents to meticulously clean the mirror-polished S136 cavities and core rods, ensuring absolutely no residue remains that could contaminate the plastic melt.

Step 2: Hoisting and Platen Alignment. Utilize the overhead crane to maneuver the injection mold, conditioning pots, and blow mold halves into the ISBM machine’s rotary stations. Utilize the machine’s manual micro-jog function to slowly bring the clamping platens together. Visually verify that all guide pins and bushings align perfectly with absolute zero-interference before bolting the flanges tight.
Step 3: Connecting High-Pressure Utilities. Connect the high-pressure blowing air lines (2.0-4.0 Mpa) to the blow mold manifold, ensuring all pneumatic seals are seated correctly. Attach the heavy-duty industrial water lines to the conformal cooling ports. Engage the water chiller and pressure test the mold at 1.0 Mpa for 15 minutes, visually inspecting for any internal or external water leaks.
Step 4: Hot Runner Wiring and Thermal Calibration. Connect the heavy-duty electrical cables from the machine’s PID temperature controller to the mold’s hot runner manifold and thermocouple ports. Power on the system and input the specific resin melting temperatures. Allow the massive steel mold to heat soak for at least 60 minutes to ensure absolute thermal equilibrium across all injection nozzles.
Step 5: Dry-Run and Precision Flash Tuning. Execute a mechanical dry run without plastic to verify smooth mold opening and closing under full clamping tonnage (e.g., 300 KN). Introduce the raw resin and run the first batch. Inspect the bottles with a micrometer for correct wall thickness and inspect the parting lines for plastic flashing. Fine-tune the clamping pressure and hot runner temperatures until the bottle meets pristine optical specifications.
Frequently Asked Questions (FAQ)
1. What materials are your ISBM molds made from?
We utilize premium aerospace and medical-grade materials. The critical core and cavity components are CNC machined from high-chromium S136 or NAK80 stainless steel for extreme corrosion resistance and mirror polishability. Blow molds may utilize Aluminum 7075 for rapid heat dissipation.
2. Can your molds fit my existing Japanese ASB or Aoki machines?
Absolutely. We specialize in reverse-engineering proprietary mounting flanges and tie-bar spacings. We guarantee our custom molds will act as a perfect, direct drop-in replacement for your legacy Japanese or European ISBM equipment.
3. How long does a custom ISBM mold last?
Due to our rigorous vacuum quenching processes that achieve HRC 48-52 hardness on the core components, our S136 stainless steel molds are rated for a minimum lifespan of 3,000,000 to 5,000,000 continuous injection shots under proper maintenance.
4. What is Conformal Cooling, and why do you use it?
Unlike traditional straight-drilled cooling lines, conformal cooling channels are engineered to curve and follow the exact 3D geometry of the bottle cavity. This drastically improves heat extraction, reducing your machine cycle times by up to 20 percent.
5. How do you achieve glass-like clarity on plastic bottles?
Optical clarity is dictated by the surface roughness of the mold cavity. Our technicians spend hours meticulously hand-polishing the S136 steel cavities using microscopic diamond paste to achieve an SPI A-1 (Ra 0.05) optical mirror finish.
6. What is the maximum number of cavities you can design?
Cavitation depends entirely on the physical size of your bottle and your machine’s clamping tie-bar spacing. We design highly complex manifolds capable of supporting 1-cavity 20-Liter bulk jugs, all the way up to extreme 24-cavity setups for 30ml hotel amenities.
7. Can your molds process BPA-free Tritan?
Yes. Processing Tritan requires absolute thermal stability to prevent yellowing. We engineer our hot runner manifolds with hydro-dynamically balanced flow paths and highly sensitive PID thermocouples to ensure perfect Tritan homogenization.
8. How do you prevent plastic flashing at the neck threads?
Flashing occurs when mold halves deflect under pressure. We construct our mold bases from massive blocks of hardened P20 steel and machine the mating surfaces to tolerances of ±0.01 mm using 5-axis CNCs, ensuring a perfectly tight seal under hundreds of kilonewtons of clamping force.
9. What is the typical lead time for a custom ISBM mold?
Lead times vary based on cavity count and geometric complexity. After the final 3D bottle design is approved by your team, precision CNC machining, polishing, and flow-testing typically require between 45 to 60 days before dispatch.
10. Do you assist with bottle design and prototyping?
Yes. EVER-POWER offers complete turnkey engineering. You can provide us with a rough sketch or a physical sample, and our CAD engineers will generate full 3D models, calculate volume capacities, and optimize the geometry for ideal stretch blow molding dynamics.
Multimodal Placement Suggestions
-
Below Section 2 (AI Digest): Insert a high-resolution studio image showcasing an open ISBM mold, highlighting the mirror-polished S136 stainless steel cavities and the complex hot runner manifold. (Alt text: High-precision Custom One-Step Injection Stretch Blow Mould with mirror finish).
-
Inside Section 4 (Value Proposition): Embed a short, high-definition video of our 5-axis CNC machining center milling a complex asymmetrical bottle cavity from a solid block of steel.
-
Next to Section 5 (Specs Table): Display a technical CAD overlay showing the internal fluid dynamics of the conformal cooling water channels wrapping around a bottle cavity.
-
Inside Section 9 (Applications): Insert a grid image showing the progression: A 3D CAD design of a bottle, the machined steel mold cavity, and the final flawless, crystal-clear PETG cosmetic jar produced from it.
Related Complementary Products
To maximize the efficiency of your new premium tooling, EVER-POWER provides a complete ecosystem of advanced machinery. Our molds are perfectly paired with our elite Full Servo ISBM Machines (e.g., EP-HGY150-V4-EV), which deliver the precise clamping force required to protect your mold investment. Additionally, to fully utilize our rapid conformal cooling channels, we highly recommend integrating our 1.0 Mpa High-Capacity Closed-Loop Industrial Water Chillers and Precision Hot Runner Temperature Control Cabinets.
Anti-Hallucination Notes
Stated cycle time reductions (e.g., 20 percent) are estimates based on comparing EVER-POWER conformal cooling designs against legacy straight-drilled molds operating under identical ambient temperatures and water chiller capacities.
Maximum cavitation (e.g., 24+ cavities) is strictly limited by the physical platen dimensions and maximum injection volume of your specific ISBM machine. Consult our engineering team with your machine blueprints to determine your exact maximum cavity limit.
Mold lifespan estimates (3-5 million shots) assume the use of non-abrasive, standard PET/PETG resins and strict adherence to recommended daily lubrication and preventative maintenance schedules.
Stop letting exorbitant proprietary tooling costs delay your next product launch. Contact EVER-POWER today. Send our senior engineers your 3D bottle design or physical sample, and let us construct a world-class, ultra-precision custom ISBM mold that fits your existing machinery perfectly. Email us at [email protected] for a free technical consultation, complete mold compatibility analysis, and highly disruptive factory-direct pricing.



























