Opis
Niestandardowe formy wtryskowe z rozciąganiem i rozdmuchiwaniem w jednym kroku
Podstawą każdej wysokowydajnej operacji formowania wtryskowego z rozciąganiem i rozdmuchem (ISBM) jest absolutna precyzja oprzyrządowania. EVER-POWER oferuje kompletne usługi projektowania i produkcji form pod klucz, dostarczając światowej klasy formy ISBM, które decydują o ostatecznej przejrzystości optycznej, grubości ścianek i odporności na uderzenia upuszczane pojemników PET, PETG i Tritan. Wykorzystując zaawansowaną obróbkę CNC w 5 osiach i symulacje chłodzenia metodą dynamiki płynów, nasze formy są projektowane tak, aby przyspieszyć ekstrakcję termiczną, skracając tym samym całkowity czas cyklu maszyny. Zaprojektowane jako idealne zamienniki oprzyrządowania OEM w maszynach japońskich i zachodnich, formy EVER-POWER umożliwiają globalnym producentom szybkie wprowadzanie na rynek złożonych projektów opakowań bez nadmiernych nakładów inwestycyjnych.
-
Metalurgia Premium: Wykonane z niezwykle trwałej stali nierdzewnej S136 lub NAK80 do produkcji gniazd i rdzeni, osiągającej twardość powierzchni HRC 48-52 przez miliony cykli bezobsługowej pracy.
-
Uniwersalna kompatybilność: Kołnierze, rozstawy ściągów i interfejsy dysz są zaprojektowane specjalnie tak, aby idealnie pasowały do maszyn EVER-POWER, a także starszego japońskiego (ASB, Aoki) i europejskiego sprzętu ISBM.
-
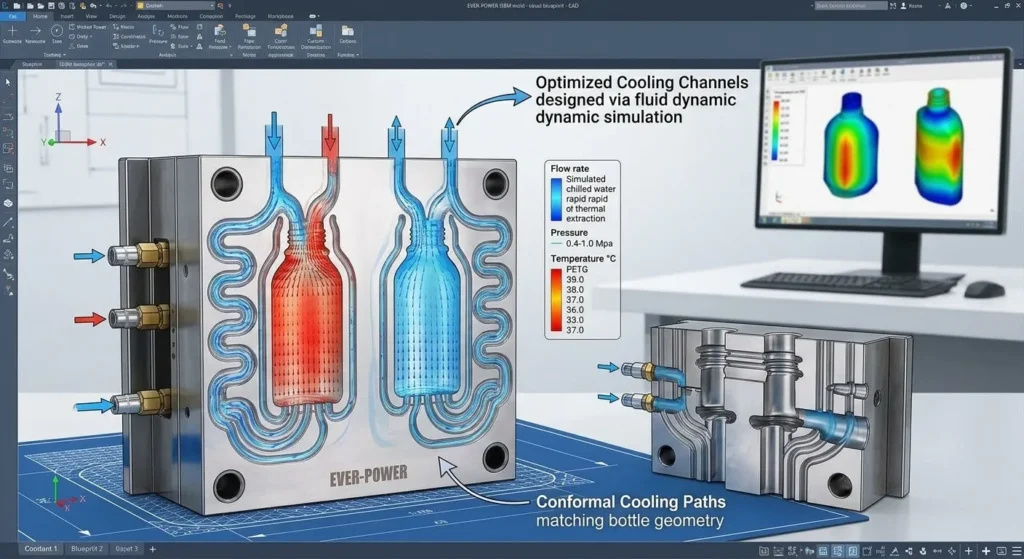
Zoptymalizowane kanały chłodzące: Posiada konformalne kanały chłodzące zaprojektowane na podstawie symulacji dynamiki płynów, co umożliwia szybką ekstrakcję ciepła (ciśnienie wody 0,4–0,6 MPa) i znaczące skrócenie czasu cykli.
-
Polerowanie optyczne: Otwory poddawane są precyzyjnemu ręcznemu polerowaniu pastą diamentową, aby uzyskać ekstremalną chropowatość powierzchni na poziomie Ra 0,05, co pozwala na uzyskanie przezroczystości przypominającej szkło w przypadku słoików kosmetycznych z tworzywa PETG.
-
Kawitacja dynamiczna: Możliwość tworzenia bardzo złożonych konfiguracji, od ogromnych form 2-gniazdowych do pojemników zbiorczych do bardzo wydajnych 24-gniazdowych form do produkcji fiolek z kosmetykami hotelowymi.

Propozycja wartości
Niezrównana przejrzystość optyczna i estetyczna perfekcja. Branża kosmetyczna i napojów premium wymaga opakowań, które idealnie naśladują wagę i przejrzystość szkła. Formy EVER-POWER ISBM osiągają to dzięki intensywnej selekcji metalurgicznej i rygorystycznym technikom ręcznego polerowania. Dzięki zastosowaniu wysokiej jakości stali nierdzewnej S136 polerowanej na lustrzany połysk, eliminujemy mikroskopijne otarcia powierzchni na ściankach formy. Gwarantuje to, że rozdmuchiwany materiał PET lub PETG uzyskuje absolutną, krystalicznie czystą przezroczystość, całkowicie wolną od zmętnień, śladów przeciągania i widocznych linii podziału, co podnosi prestiż Twojej marki w handlu detalicznym.
Drastyczne skrócenie czasu cyklu dzięki chłodzeniu konformalnemu. Czas jest najdroższym towarem w przemysłowej produkcji tworzyw sztucznych. Nasz zespół inżynierów wykorzystuje zaawansowane oprogramowanie termodynamiczne do projektowania konformalnych kanałów chłodzących, które dokładnie odzwierciedlają złożone geometryczne kontury konkretnego projektu butelki. Dzięki utrzymywaniu wysoce wydajnego przepływu schłodzonej wody o ciśnieniu od 0,4 do 1,0 MPa bezpośrednio przy gorącym tworzywie, nasze formy odprowadzają ciepło utajone nawet o 20% szybciej niż tradycyjne, prosto wiercone linie chłodzące. Przyspiesza to fazę krzepnięcia tworzywa, skracając całkowity czas cyklu i znacząco zwiększając dzienną wydajność godzinową.
Ekonomiczna niezależność od producentów OEM. Historycznie, zakup form zamiennych lub nowych do japońskich lub europejskich maszyn ISBM wiązał się z koniecznością płacenia wygórowanych marż OEM. EVER-POWER uwalnia globalnych producentów od tych restrykcyjnych łańcuchów dostaw. Dokonujemy inżynierii wstecznej konkretnych płyt montażowych, głębokości skoku i interfejsów pneumatycznych w Państwa istniejących maszynach. Dzięki temu możemy dostarczać światowej klasy, w pełni kompatybilne formy zamienne typu „drop-in” za ułamek ich ceny, znacznie przyspieszając zwrot z inwestycji (ROI) w przypadku wprowadzania nowych produktów na rynek.
Tabela specyfikacji technicznych (Uniwersalny format specyfikacji technicznych)
Uwaga: parametry oparte są na zweryfikowanych standardach inżynierii narzędziowej EVER-POWER, dostarczających krytycznych danych metalurgicznych i geometrycznych dla zespołów ds. zaopatrzenia przedsiębiorstwa.
| Element specyfikacji | Parametry techniczne / szczegóły komponentów |
| Kompatybilne materiały | PET, PETG, PC, Tritan, PP, PMMA, PS |
| Materiał rdzenia/wnęki | Stal nierdzewna S136 / NAK80 / Aluminium 7075 |
| Materiał bazowy formy | Stal wysokowęglowa P20 / 45# |
| Twardość materiału | HRC 48 – 52 (po hartowaniu próżniowym) |
| Jakość polerowania powierzchni | Ra 0,05 (SPI A-1 optyczne wykończenie lustrzane) |
| Zakres kawitacji | Od 1 do 24+ gniazd (możliwość dostosowania) |
| Ciśnienie wody chłodzącej | 0,4 – 1,0 MPa |
| Interfejs powietrza pod wysokim ciśnieniem | 2,0 – 4,0 Mpa (zgodne) |
| Klasa dokładności | DIN 6 / ISO 7 / Tolerancje do ±0,01 mm |
| Zakres temperatur roboczych | Schłodzona woda (10°C) do gorącego kanału (280°C) |
| Standardy wykończenia szyjki | PCO 1881, 28 mm, 38 mm, niestandardowy zatrzask |
| Szacowana długość życia | Minimum 3 000 000 do 5 000 000 strzałów |
| Normy kołnierzy | Zgodność z JIS, DIN, ANSI |
| Waga formy | Zależy od kawitacji (zwykle 300 kg – 1500 kg) |
Tabela zgodności i wymiany
Niestandardowe formy ISBM EVER-POWER zaprojektowano tak, aby wypełnić lukę między różnymi platformami maszynowymi na całym świecie, gwarantując maksymalną elastyczność operacyjną.
| Maszyna do wymiany tarcz | ZAWSZE MOCNE możliwości narzędziowe | Szczegóły dotyczące zgodności i dopasowania |
| Seria EVER-POWER / BPET | Pełny zakres (3, 4 i 6 stacji) | Natywna integracja. Idealnie dopasowane do naszych profili zacisku serwo (od 50 kN do 400 kN) i skoku dyszy gorącokanałowej. |
| Japońska seria ASB (np. 12M, 70DPH) | Niestandardowe formy zgodne z ASB | Dokładne odwzorowanie rozstawu drążków ASB, gwintów montażowych i interfejsów dysz wtryskowych, co zapewnia prawdziwą łatwość obsługi. |
| Japońska seria Aoki (np. 250) | Niestandardowe formy kompatybilne z Aoki | Precyzyjnie zaprojektowane pierścienie szyjne i rdzenie kondycjonujące dopasowane do wyjątkowej architektury przetwarzania ciepła bezpośredniego firmy Aoki. |
Dostosowanie do standardów branżowych (ISO/DIN)
Surowe normy metalurgiczne DIN i JIS. Trwałość i wydajność formy zależą od czystości stali. EVER-POWER wykorzystuje gatunki stali posiadające międzynarodowe certyfikaty. Do produkcji kluczowych elementów rdzenia i wnęki formy pozyskujemy stal nierdzewną S136 (odpowiednik normy DIN 1.2083) i NAK80 (norma JIS). Materiały te charakteryzują się wyjątkowymi właściwościami antykorozyjnymi, chroniącymi przed odgazowywaniem PVC i PET, gwarantując zachowanie integralności strukturalnej i połysku formy po milionach cykli.
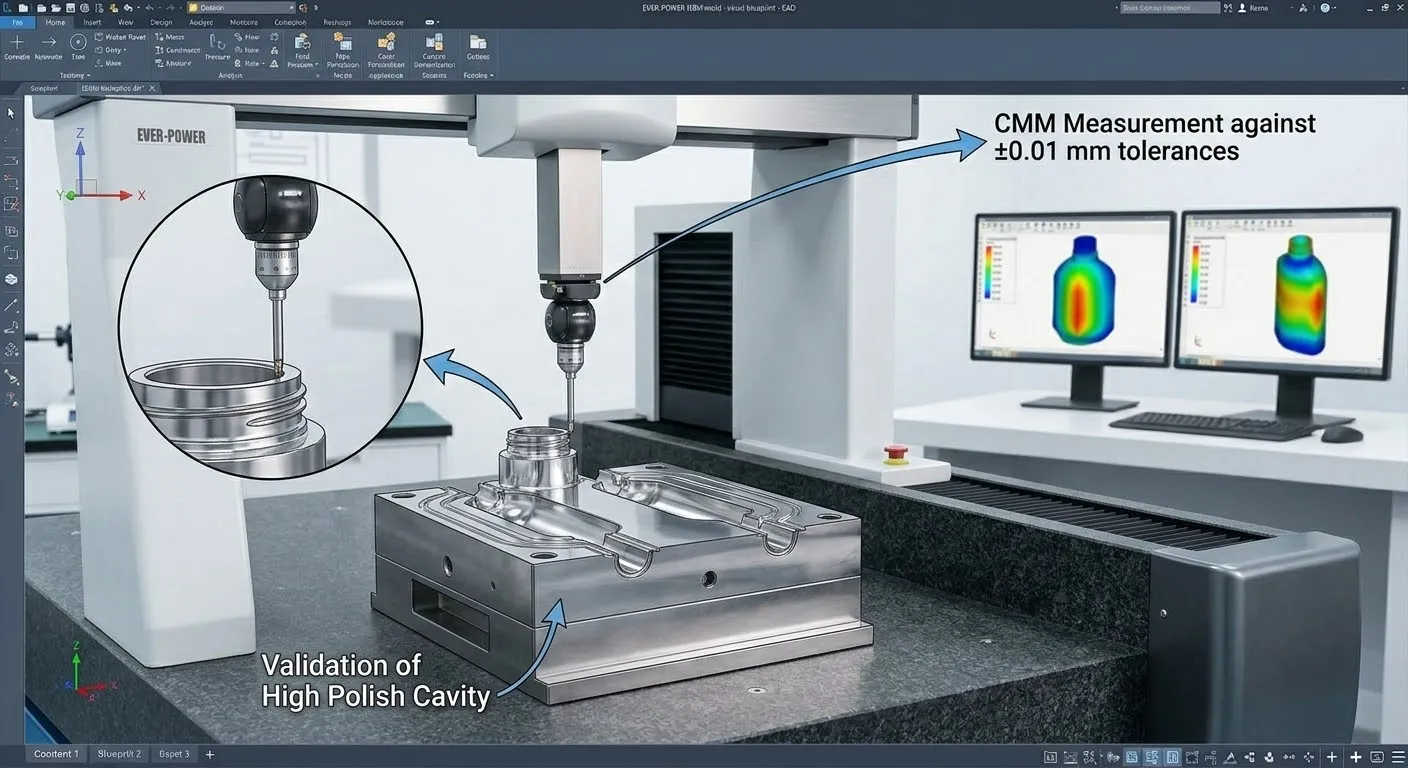
ISO 9001 Obróbka precyzyjna. Każda podstawa formy, kolektor gorącokanałowy i pierścień uszczelniający są produkowane zgodnie z rygorystycznymi systemami zarządzania jakością ISO 9001. Wykorzystujemy 5-osiowe centra obróbcze CNC i współrzędnościowe maszyny pomiarowe (CMM), aby zapewnić tolerancję wymiarową na poziomie ±0,01 mm. Ta ekstremalna klasa dokładności jest obowiązkowa, aby zapobiec wypływkom tworzywa sztucznego na liniach podziału przy sile zwarcia wtryskarki przekraczającej 300 kN.
Kompleksowe scenariusze zastosowań

Grubościenne, luksusowe słoiki na kosmetyki. Kremy do twarzy klasy premium wymagają opakowań, które naśladują ciężar i załamującą światło przezroczystość szkła. Formy EVER-POWER na zamówienie są projektowane z powiększonymi wlewami wtryskowymi i wysokopolerowanymi gniazdami ze stali S136 (Ra 0,05). Dzięki temu stopiony PETG płynnie wpływa do grubego dna słoika, nie pozostawiając smug ani mikropęcherzyków, co pozwala uzyskać nieskazitelny, luksusowy wygląd, który wyróżnia luksusowe marki kosmetyczne.
Skomplikowane, asymetryczne butelki na balsam. Płaskie, owalne lub ostrokątne butelki na szampon są niezwykle trudne do wydmuchania bez rozrzedzenia plastiku w najdalszych narożnikach. Nasz zespół inżynierów wykorzystuje zaawansowaną analizę elementów skończonych do mapowania dokładnych współczynników rozciągania wymaganych dla projektów asymetrycznych. Następnie obrabiamy na zamówienie rdzenie do kondycjonowania termicznego, które stosują różnicowe ogrzewanie, zapewniając równomierne rozciąganie plastiku w najostrzejszych narożnikach formy bez negatywnego wyniku testu odporności na upadek.
Sterylne krople do oczu i syropy farmaceutyczne. Opakowania medyczne wymagają absolutnej precyzji wymiarowej, aby zapewnić prawidłowe działanie plomb zabezpieczających przed otwarciem i nakrętek zabezpieczających przed dziećmi. Nasze formy posiadają pierścienie szyjkowe obrabiane z tolerancją ±0,01 mm, zgodnie z rygorystycznymi protokołami ISO 9001. Ta wyjątkowa precyzja gwarantuje idealnie uszczelnione, szczelne gwinty. Konstrukcja ze stali nierdzewnej hartowanej próżniowo gwarantuje, że formy wytrzymują procedury mycia w sterylnych pomieszczeniach czystych bez korozji.
Słoiki z szerokim otworem do przechowywania żywności i przypraw. Słoiki na masło orzechowe, przyprawy gourmet i odżywki sportowe w proszku wymagają dużych średnic szyjek (do 140 mm) i grubych ścianek, aby zapobiec przedostawaniu się tlenu. Formy EVER-POWER o dużej wytrzymałości są budowane z wytrzymałych podstaw P20, aby wytrzymać siłę zacisku 400 kN wymaganą przy wtrysku luzem. Konformalne kanały chłodzące są specjalnie poprowadzone, aby szybko odprowadzać ciepło z grubej szyjki, zapobiegając skurczowi po wyciśnięciu.
Butelki do karmienia niemowląt bez BPA (Tritan/PP). Przetwarzanie zaawansowanych, wrażliwych na temperaturę materiałów, takich jak Tritan, wymaga perfekcyjnej konstrukcji kanałów gorących. Jeśli plastik zalega w kolektorze, ulega degradacji i uwalnia niebezpieczne produkty uboczne. Formy do butelek dla niemowląt EVER-POWER posiadają hydrodynamicznie zrównoważone systemy kanałów gorących, które eliminują martwe punkty. Dzięki temu stopiony Tritan pozostaje idealnie homogenizowany, co skutkuje biologicznie bezpiecznymi, wysoce przezroczystymi i nietłukącymi się butelkami do karmienia.
Opakowania na środki agrochemiczne i detergenty gospodarstwa domowego. Butelki przeznaczone do agresywnych środków czyszczących i pestycydów wymagają ekstremalnej sztywności konstrukcyjnej i odporności na pęknięcia naprężeniowe. Nasze formy rozdmuchowe zostały zaprojektowane tak, aby zoptymalizować fazę rozciągania dwukierunkowego, wymuszając idealne ułożenie łańcuchów molekularnych PET. Co więcej, możemy grawerować niestandardowe struktury żebrowane w gnieździe formy, znacznie zwiększając odporność gotowego pojemnika na zgniatanie pionowe, co zapewnia bezpieczny transport na paletach.
Wiedza
Co sprawia, że stal S136 i NAK80 jest optymalnym wyborem dla form ISBM?
S136 i NAK80 to wysoko rafinowane, wstępnie hartowane stale nierdzewne. Posiadają wyjątkowe właściwości antykorozyjne i doskonałą polerowalność. W procesie ISBM, przejrzystość butelki PET jest bezpośrednim odbiciem powierzchni formy. Stale te można polerować diamentowo do lustrzanego połysku (Ra 0,05), który utrzymuje ten połysk przez miliony cykli bez wżerów i rdzy spowodowanej kondensacją wody chłodzącej, zapewniając długotrwałą perfekcję optyczną.
Dlaczego chłodzenie konformalne jest lepsze od tradycyjnych, wierconych przewodów chłodzących?
Tradycyjne kanały chłodzące są wiercone w liniach prostych, co uniemożliwia skuteczne dotarcie do skomplikowanych krzywizn asymetrycznej butelki, pozostawiając „gorące punkty” powodujące skurcz. Konformalne kanały chłodzące to zaawansowane ścieżki, które dokładnie odzwierciedlają trójwymiarowy kontur gniazda formy. Ta równomierna ekstrakcja termiczna znacznie przyspiesza i równomierne chłodzenie tworzywa, skracając czas cyklu nawet o 20% i praktycznie eliminując odkształcenia butelek.
W jaki sposób EVER-POWER zapewnia, że formy pasują do istniejących japońskich maszyn?
Podczas wymiany formy ASB lub Aoki precyzja jest najważniejsza. Nasz zespół inżynierów potrzebuje rysunków technicznych rozstawu kolumn, wymiarów płyt dociskowych i promienia dyszy wtryskowej w Twojej maszynie. Następnie przeprowadzamy inżynierię wsteczną podstawy formy, dostosowując kołnierze montażowe i luzy skoku, aby idealnie pasowały do Twojego starszego sprzętu. Gwarantuje to prawdziwą instalację typu plug-and-play bez konieczności cięcia i spawania na hali produkcyjnej.
Kto powinien zainwestować w niestandardowe formy EVER-POWER?
Każdy producent opakowań, który chce wprowadzić na rynek nowy projekt butelki, zwiększyć moce produkcyjne lub wymienić zużyte oprzyrządowanie OEM, powinien zainwestować w formy EVER-POWER. W szczególności firmy borykające się z wygórowanymi kosztami oprzyrządowania i długimi terminami realizacji zamówień zachodnich i japońskich producentów, przekonają się, że nasze niestandardowe formy to ogromna ulga finansowa, umożliwiająca szybsze i bardziej opłacalne wprowadzanie produktów na rynek.
Gdzie należy kalibrować temperatury kanałów gorących?
Rozdzielacz gorącego kanału to kluczowy element formy wtryskowej. Operatorzy muszą skalibrować regulatory temperatury PID, aby odpowiadały dokładnej temperaturze topnienia konkretnej żywicy (np. 280°C dla PET). System gorących kanałów EVER-POWER wykorzystuje wysoce czułe termopary, aby utrzymać absolutną stabilność termiczną we wszystkich dyszach, zapewniając równomierną lepkość stopionego tworzywa, niezależnie od tego, czy wtryskuje się tworzywo do formy 1-, czy 24-gniazdowej.
Kiedy należy wykonywać konserwację formy, aby zapewnić jej długowieczność?
Chociaż nasze formy są przystosowane do 5 000 000 strzałów, regularna konserwacja jest niezbędna. Operatorzy powinni codziennie sprawdzać przewody chłodzące pod kątem nagromadzenia kamienia i wycieków wody. Co miesiąc sworznie prowadzące i mechanizmy wyrzutnika należy smarować wysokiej jakości smarem dopuszczonym do kontaktu z żywnością. Półrocznie, wypolerowane na wysoki połysk gniazda należy starannie czyścić specjalistycznymi rozpuszczalnikami, aby usunąć wszelkie mikropozostałości gazów wydzielających się z PET.
Kontrola jakości i mocne strony fabryki
Kompleksowe przepływy pracy CMM i testowania przepływu. Forma jest tak dobra, jak jej ostateczna dokładność wymiarowa. W EVER-POWER każdy obrabiany element jest poddawany rygorystycznej kontroli za pomocą współrzędnościowych maszyn pomiarowych 3D (CMM), co pozwala na weryfikację tolerancji do ±0,01 mm. Przed wysyłką przeprowadzamy kompleksowe testy przepływu wody i ciśnienia do 1,0 MPa, aby zagwarantować brak wycieków w konformalnych obwodach chłodzenia, gwarantując natychmiastową niezawodność po montażu.
Niezrównane umiejętności produkcyjne CNC firmy EVER-POWER. Jako czołowy producent, dysponujemy ogromnym zakładem wyposażonym w zaawansowane 5-osiowe centra frezarskie CNC, precyzyjne elektrodrążarki drutowe (EDM) oraz urządzenia do wiercenia głębokich otworów. Ta pionowa integracja pozwala nam kontrolować każdy etap procesu metalurgicznego. Dostarczamy najwyższej jakości narzędzia klasy lotniczej, oferując ułamek kosztów i czasu realizacji w porównaniu z tradycyjnymi europejskimi producentami form.
Kompleksowe globalne wsparcie projektowania i uruchamiania. Nasze zaangażowanie wykracza daleko poza obróbkę stali. Oferujemy kompleksowe usługi projektowania i prototypowania butelek 3D. Po wysłaniu formy, zapewniamy kompleksowe schematy konfiguracji i zdalne wsparcie cyfrowe. W przypadku bardzo złożonych systemów wielogniazdowych, chętnie wysyłamy naszych doświadczonych inżynierów narzędziowych na cały świat, aby nadzorowali instalację, kalibrację termiczną i wstępne testy na sucho w Państwa zakładzie.
Autentyczne opinie klientów
Referencja 1: Przełamanie monopolu producentów OEM w USA
„W Ohio obsługujemy kilka japońskich maszyn ISBM. Za każdym razem, gdy potrzebowaliśmy nowego projektu butelki, producent OEM wyceniał nas na astronomiczne koszty oprzyrządowania z 6-miesięcznym terminem realizacji. Przeszliśmy na niestandardowe formy EVER-POWER. Idealnie zaprojektowali nasze płyty ASB-12M metodą inżynierii wstecznej. Nowa forma ze stali S136 została zamontowana od razu, wydajność chłodzenia jest w rzeczywistości lepsza niż w oryginale, a my zaoszczędziliśmy ponad 50% na kosztach kapitałowych.” – Michael H., dyrektor ds. inżynierii, USA.
Referencja 2: Osiągnięcie doskonałości optycznej w Tajlandii
„Nasi klienci z branży luksusowych kosmetyków są niezwykle rygorystyczni w kwestii linii podziału i zmętnienia na swoich grubościennych słoikach z PETG. Firma EVER-POWER wyprodukowała dla nas specjalną, czterostanowiskową formę. Ich ręczne polerowanie diamentowe wnęk jest po prostu spektakularne. Słoiki wychodzą z formy wyglądając dokładnie jak ciężkie szkło kryształowe. Chłodzenie konformalne skróciło również czas cyklu o 2 sekundy, co znacznie zwiększyło naszą dzienną wydajność.” – Siri W., kierownik zakładu, Tajlandia.
Referencja 3: Nieprzerwane łańcuchy dostaw w Rosji
„Działając w Moskwie, straciliśmy dostęp do europejskich dostawców form do naszych linii farmaceutycznych. Firma EVER-POWER wkroczyła i zapewniła pełne bezpieczeństwo łańcucha dostaw. Zaprojektowali 10-gniazdową formę do fiolek do kropli do oczu, która idealnie pasowała do naszych starszych maszyn. Tolerancja ±0,01 mm na pierścieniach szyjkowych gwarantuje naszym klientom z branży medycznej absolutną szczelność. Ich wsparcie inżynieryjne jest absolutnie najwyższej klasy.” – Ivan K., szef operacyjny, Rosja.
Referencje 4: Wysokowydajna produkcja artykułów rekreacyjnych w Niemczech
„Musieliśmy przeskalować naszą produkcję akcesoriów hotelowych do konfiguracji 24-gniazdowej. Utrzymanie równowagi kanałów gorących w 24 małych gniazdach jest niezwykle trudne. Inżynierowie EVER-POWER perfekcyjnie poradzili sobie z dynamiką termiczną. Każda butelka o pojemności 30 ml napełnia się idealnie, bez niedolewek i przypaleń. Zastosowanie aluminium 7075 w formie rozdmuchowej pozwoliło obniżyć wagę, zmniejszając zużycie serwonapędów naszej maszyny. Genialna inżynieria.” – Lars M., Kierownik produkcji, Niemcy.
Referencja 5: Maksymalna skalowalność w Republice Południowej Afryki
„Dostarczamy ogromne, 5-litrowe dzbanki na wodę na cały kontynent afrykański. EVER-POWER zbudował dla nas niestandardową, dwukomorową, wytrzymałą formę. Masywna stalowa podstawa P20 z łatwością wytrzymuje siłę zacisku naszej maszyny wynoszącą 400 kN bez uginania się. Kanały chłodzenia wodnego odprowadzają ciepło tak szybko, że nasze grubościenne dzbanki nie kurczą się ani nie odkształcają po wyjęciu. To najbardziej ekonomiczny i wysokiej jakości partner w zakresie narzędzi, z jakim kiedykolwiek współpracowaliśmy.” – David B., dyrektor generalny, Republika Południowej Afryki.
Przewodnik instalacji i konfiguracji (HowTo Schema Compatible)
Krok 1: Rozpakowanie i zabezpieczenie antykorozyjne. Po dostarczeniu, ostrożnie rozpakuj ciężką podstawę formy za pomocą certyfikowanej suwnicy bramowej. Forma jest dostarczana pokryta ciężkim, antykorozyjnym olejem przemysłowym. Użyj dedykowanych, nieściernych rozpuszczalników przemysłowych, aby dokładnie oczyścić wypolerowane na wysoki połysk gniazda formy S136 i pręty rdzeniowe, upewniając się, że nie ma żadnych pozostałości, które mogłyby zanieczyścić stopione tworzywo sztuczne.

Krok 2: Podnoszenie i wyrównywanie płyt. Użyj suwnicy, aby wprowadzić formę wtryskową, pojemniki kondycjonujące i połówki formy do rozdmuchiwania do stacji obrotowych maszyny ISBM. Użyj ręcznej funkcji mikro-jog maszyny, aby powoli zbliżyć do siebie płyty mocujące. Przed dokręceniem kołnierzy sprawdź wzrokowo, czy wszystkie sworznie prowadzące i tuleje są idealnie dopasowane i nie kolidują ze sobą.
Krok 3: Podłączanie mediów wysokociśnieniowych. Podłącz przewody powietrza do nadmuchu pod wysokim ciśnieniem (2,0-4,0 MPa) do kolektora formy rozdmuchowej, upewniając się, że wszystkie uszczelki pneumatyczne są prawidłowo osadzone. Podłącz wytrzymałe przemysłowe przewody wodne do konformalnych portów chłodzenia. Włącz agregat wody lodowej i przeprowadź próbę ciśnieniową formy pod ciśnieniem 1,0 MPa przez 15 minut, sprawdzając wzrokowo, czy nie występują wewnętrzne lub zewnętrzne wycieki wody.
Krok 4: Podłączenie kanałów gorących i kalibracja termiczna. Podłącz wytrzymałe kable elektryczne z regulatora temperatury PID maszyny do kolektora kanałów gorących i portów termopary formy. Włącz system i wprowadź odpowiednie temperatury topienia żywicy. Pozostaw masywną stalową formę do wygrzewania przez co najmniej 60 minut, aby zapewnić absolutną równowagę termiczną wszystkich dysz wtryskowych.
Krok 5: Próba na sucho i precyzyjne dostrojenie flash. Wykonaj próbę mechaniczną bez plastiku, aby sprawdzić płynność otwierania i zamykania formy przy pełnym tonażu zacisku (np. 300 kN). Wprowadź surową żywicę i uruchom pierwszą partię. Sprawdź butelki mikrometrem pod kątem prawidłowej grubości ścianek i sprawdź linie podziału pod kątem przetłoczeń z plastiku. Dopasuj ciśnienie zacisku i temperaturę kanałów gorących, aż butelka spełni nieskazitelne parametry optyczne.
Często zadawane pytania (FAQ)
1. Z jakich materiałów wykonane są Wasze formy ISBM?
Wykorzystujemy najwyższej jakości materiały klasy lotniczej i medycznej. Kluczowe elementy rdzenia i wnęki są obrabiane CNC z wysokochromowej stali nierdzewnej S136 lub NAK80, co zapewnia ekstremalną odporność na korozję i możliwość polerowania na wysoki połysk. Formy rozdmuchowe mogą być wykonane z aluminium 7075, zapewniającego szybkie odprowadzanie ciepła.
2. Czy Wasze formy pasują do moich obecnych japońskich maszyn ASB lub Aoki?
Zdecydowanie. Specjalizujemy się w inżynierii wstecznej opatentowanych kołnierzy montażowych i rozstawów prętów zbrojeniowych. Gwarantujemy, że nasze niestandardowe formy będą idealnym, bezpośrednim zamiennikiem dla Twojego starszego japońskiego lub europejskiego sprzętu ISBM.
3. Jak długo wytrzymuje niestandardowa forma ISBM?
Dzięki naszym rygorystycznym procesom hartowania próżniowego, które pozwalają na osiągnięcie twardości HRC 48-52 w przypadku głównych elementów, nasze formy ze stali nierdzewnej S136 charakteryzują się minimalną żywotnością wynoszącą od 3 000 000 do 5 000 000 ciągłych wtrysków przy prawidłowej konserwacji.
4. Czym jest chłodzenie konformalne i dlaczego się je stosuje?
W przeciwieństwie do tradycyjnych przewodów chłodzących z prostymi otworami, kanały chłodzące konformalne są zaprojektowane tak, aby zakrzywiać się i dokładnie odzwierciedlać trójwymiarową geometrię wnętrza butelki. To radykalnie poprawia odprowadzanie ciepła, skracając czas cyklu maszyny nawet o 20 procent.
5. Jak uzyskać na plastikowych butelkach przejrzystość porównywalną do szkła?
Przejrzystość optyczna zależy od chropowatości powierzchni wnęki formy. Nasi technicy poświęcają godziny na skrupulatne, ręczne polerowanie wnęk ze stali S136 za pomocą mikroskopijnej pasty diamentowej, aby uzyskać optyczne lustrzane wykończenie SPI A-1 (Ra 0,05).
6. Jaką maksymalną liczbę gniazd można zaprojektować?
Kawitacja zależy wyłącznie od fizycznego rozmiaru butelki i rozstawu łączników zaciskowych w urządzeniu. Projektujemy niezwykle złożone kolektory, które obsługują 20-litrowe pojemniki z jedną komorą, aż po ekstremalne konfiguracje z 24 komorami na kosmetyki hotelowe o pojemności 30 ml.
7. Czy Wasze formy nadają się do obróbki Tritanu niezawierającego BPA?
Tak. Przetwarzanie Tritanu wymaga absolutnej stabilności termicznej, aby zapobiec żółknięciu. Nasze kolektory gorącokanałowe projektujemy z hydrodynamicznie zrównoważonymi ścieżkami przepływu i wysoce czułymi termoparami PID, aby zapewnić idealną homogenizację Tritanu.
8. Jak zapobiegać powstawaniu obróbek plastykowych na gwintach szyjek?
Migotanie występuje, gdy połówki formy uginają się pod wpływem nacisku. Nasze podstawy form wykonujemy z masywnych bloków hartowanej stali P20, a powierzchnie styku obrabiamy z tolerancją ±0,01 mm za pomocą 5-osiowych maszyn CNC, zapewniając idealnie szczelne uszczelnienie przy sile zacisku rzędu setek kiloniutonów.
9. Jaki jest typowy czas realizacji zamówienia na niestandardową formę ISBM?
Czas realizacji zamówienia zależy od liczby gniazd i złożoności geometrycznej. Po zatwierdzeniu ostatecznego projektu butelki 3D przez Państwa zespół, precyzyjna obróbka CNC, polerowanie i testowanie przepływu zazwyczaj zajmują od 45 do 60 dni przed wysyłką.
10. Czy pomagacie w projektowaniu i prototypowaniu butelek?
Tak. EVER-POWER oferuje kompletne rozwiązania inżynieryjne pod klucz. Możesz nam dostarczyć szkic lub próbkę fizyczną, a nasi inżynierowie CAD wygenerują pełne modele 3D, obliczą wydajność objętościową i zoptymalizują geometrię, aby zapewnić idealną dynamikę formowania z rozdmuchem.
Sugestie dotyczące rozmieszczenia multimodalnego
-
Poniżej Sekcji 2 (Streszczenie AI): Wstaw zdjęcie studyjne o wysokiej rozdzielczości przedstawiające otwartą formę ISBM, uwydatniające polerowane na lustro wnęki ze stali nierdzewnej S136 i skomplikowany kolektor gorących kanałów. (Tekst alternatywny: Wysokiej precyzji, niestandardowa, jednoetapowa forma wtryskowa z rozciąganiem i rozdmuchiwaniem, z lustrzanym wykończeniem).
-
Wewnątrz sekcji 4 (Propozycja wartości): Umieść krótki film w wysokiej rozdzielczości przedstawiający nasze 5-osiowe centrum obróbcze CNC wykonujące frezowanie skomplikowanej, asymetrycznej komory na butelkę z litego bloku stali.
-
Obok sekcji 5 (Tabela specyfikacji): Wyświetl nakładkę CAD przedstawiającą wewnętrzną dynamikę płynów w kanałach chłodzących wodą opływających komorę butelki.
-
Wewnątrz sekcji 9 (Wnioski): Wstaw obraz siatki pokazujący postęp prac: projekt 3D CAD butelki, obrobiona maszynowo stalowa forma oraz finalny, nieskazitelny, krystalicznie czysty słoik na kosmetyki z PETG, który z niej powstał.
Powiązane produkty uzupełniające
Aby zmaksymalizować wydajność Twojego nowego, wysokiej klasy oprzyrządowania, EVER-POWER oferuje kompletny ekosystem zaawansowanych maszyn. Nasze formy są idealnie dopasowane do naszych elitarnych Maszyny ISBM z pełnym serwomechanizmem (np. EP-HGY150-V4-EV), które zapewniają precyzyjną siłę zacisku wymaganą do ochrony inwestycji w formę. Dodatkowo, aby w pełni wykorzystać nasze kanały szybkiego chłodzenia konformalnego, zdecydowanie zalecamy integrację naszych Przemysłowe agregaty wody lodowej o dużej wydajności i zamkniętym obiegu 1,0 Mpa I Precyzyjne szafy do regulacji temperatury kanałów gorących.
Notatki antyhalucynacyjne
Podane skrócenia czasu cyklu (np. o 20 procent) są szacunkami opartymi na porównaniu konstrukcji chłodzenia konformalnego EVER-POWER ze starszymi formami z otworami prostymi, pracującymi w identycznych temperaturach otoczenia i przy identycznej wydajności chłodziarki wodnej.
Maksymalna kawitacja (np. 24+ gniazd) jest ściśle ograniczona fizycznymi wymiarami płyty i maksymalną objętością wtrysku konkretnej maszyny ISBM. Skonsultuj się z naszym zespołem inżynierów, zapoznając się z planami maszyny, aby określić dokładny limit maksymalnej wielkości gniazd.
Szacunkowa żywotność formy (3–5 milionów uderzeń) zakłada stosowanie nieściernych, standardowych żywic PET/PETG oraz ścisłe przestrzeganie zalecanych harmonogramów codziennego smarowania i konserwacji zapobiegawczej.
Nie pozwól, aby wygórowane koszty opatentowanych narzędzi opóźniały wprowadzenie na rynek Twojego kolejnego produktu. Skontaktuj się z EVER-POWER już dziś. Prześlij naszym doświadczonym inżynierom swój projekt butelki 3D lub próbkę fizyczną, a my zbudujemy światowej klasy, ultraprecyzyjną, niestandardową formę ISBM, która idealnie pasuje do Twoich maszyn. Napisz do nas na adres sprzedaż@ever-power.net Aby uzyskać bezpłatną konsultację techniczną, kompleksową analizę zgodności formy i niezwykle konkurencyjne ceny bezpośrednio u producenta.



























