Description
Moules de soufflage-étirage par injection en une étape personnalisés
La réussite de toute opération de moulage par injection-soufflage à haut rendement repose sur la précision absolue de son outillage. EVER-POWER propose des services clés en main de conception et de fabrication de moules, fournissant des moules ISBM de haute qualité qui déterminent la clarté optique, l'épaisseur des parois et la résistance aux chocs de vos contenants en PET, PETG et Tritan. Grâce à l'usinage CNC 5 axes de pointe et à des simulations de refroidissement par dynamique des fluides, nos moules sont conçus pour accélérer l'évacuation de la chaleur et ainsi réduire les temps de cycle machine. Conçus pour remplacer facilement l'outillage d'origine des machines japonaises et occidentales, les moules EVER-POWER permettent aux fabricants du monde entier de commercialiser rapidement des emballages complexes sans investissements initiaux prohibitifs.
-
Métallurgie de pointe : Fabriqués en acier inoxydable S136 ou NAK80 très résistant pour les cavités et les noyaux, atteignant une dureté de surface de HRC 48-52 pour des millions de cycles sans entretien.
-
Compatibilité universelle : Les brides, l'espacement des barres de liaison et les interfaces des buses sont conçus sur mesure pour s'adapter parfaitement aux machines EVER-POWER, ainsi qu'aux équipements japonais (ASB, Aoki) et européens ISBM plus anciens.
-
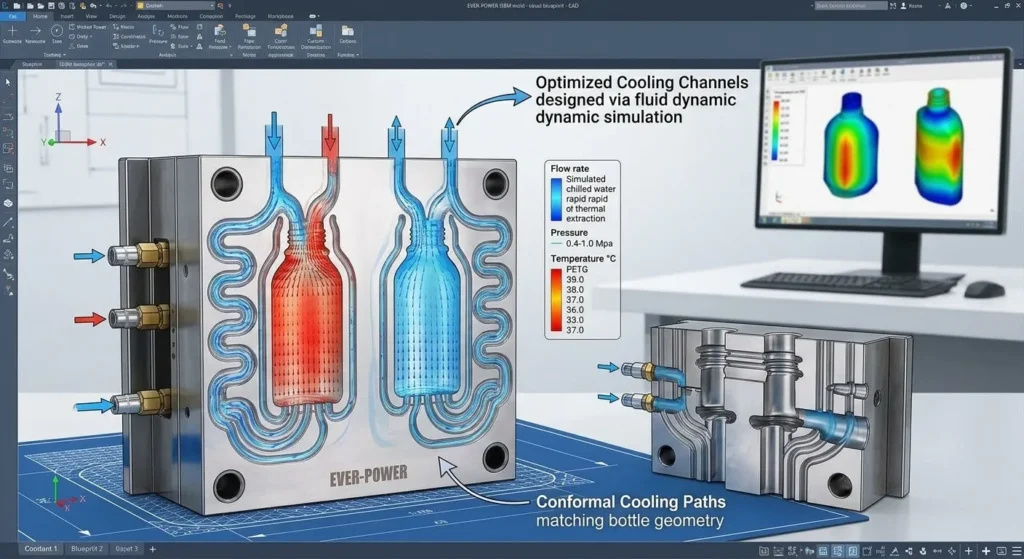
Canaux de refroidissement optimisés : Comporte des canaux d'eau de refroidissement conformes conçus par simulation de dynamique des fluides, permettant une extraction thermique rapide (pression d'eau de 0,4 à 0,6 MPa) pour raccourcir considérablement les temps de cycle.
-
Polissage de qualité optique : Les cavités subissent un polissage manuel méticuleux à la pâte diamantée pour atteindre un indice de rugosité de surface extrême de Ra 0,05, ce qui donne une transparence semblable à celle du verre pour les pots cosmétiques en PETG.
-
Cavitation dynamique : Capable de réaliser des configurations très complexes, allant de moules massifs à 2 cavités pour conteneurs en vrac à des configurations à très haut rendement de 24 cavités pour flacons de produits d'accueil d'hôtel.

Proposition de valeur
Clarté optique inégalée et perfection esthétique. Les industries cosmétique et des boissons haut de gamme exigent des emballages qui imitent à la perfection le poids et la transparence du verre. Les moules EVER-POWER ISBM y parviennent grâce à une sélection métallurgique rigoureuse et à des techniques de polissage manuel minutieuses. L'utilisation d'acier inoxydable S136 de haute qualité, poli miroir, élimine les micro-abrasions superficielles sur la paroi du moule. Ainsi, le PET ou PETG soufflé présente une transparence absolue et cristalline, sans aucune opacité, trace de frottement ni ligne de joint visible, valorisant ainsi votre marque en point de vente.
Réduction drastique du temps de cycle grâce au refroidissement conforme. Dans la fabrication industrielle de plastique, le temps est la ressource la plus précieuse. Notre équipe d'ingénieurs utilise un logiciel de thermodynamique de pointe pour concevoir des canaux de refroidissement adaptés aux contours géométriques complexes de vos bouteilles. Grâce à un flux d'eau glacée de 0,4 à 1,0 MPa maintenu à proximité immédiate du plastique chaud, nos moules extraient la chaleur latente jusqu'à 20 % plus rapidement que les systèmes de refroidissement traditionnels à trous droits. Ceci accélère la solidification du plastique, réduisant considérablement les temps de cycle et augmentant significativement votre productivité horaire journalière.
Une indépendance rentable vis-à-vis des équipementiers propriétaires. Historiquement, l'achat de moules de remplacement ou neufs pour les machines ISBM japonaises ou européennes impliquait de payer des marges exorbitantes pratiquées par les fabricants d'équipement d'origine (OEM). EVER-POWER libère les fabricants du monde entier de ces chaînes d'approvisionnement contraignantes. Nous procédons à la rétro-ingénierie des plaques de montage, des profondeurs de course et des interfaces pneumatiques spécifiques de vos machines existantes. Cela nous permet de fournir des moules de remplacement de qualité supérieure, parfaitement compatibles et prêts à l'emploi, à un coût bien moindre, accélérant ainsi considérablement votre retour sur investissement (ROI) pour le lancement de nouveaux produits.
Tableau des spécifications techniques (format universel des spécifications techniques)
Remarque : Les paramètres sont basés sur les normes d’ingénierie d’outillage EVER-POWER vérifiées, fournissant des données métallurgiques et géométriques essentielles aux équipes d’approvisionnement des entreprises.
| Article de spécification | Détails des paramètres/composants d'ingénierie |
| Matériaux compatibles | PET, PETG, PC, Tritan, PP, PMMA, PS |
| Matériau de noyau/cavité | Acier inoxydable S136 / NAK80 / Aluminium 7075 |
| Matériau de base du moule | Acier à haute teneur en carbone P20 / 45# |
| Dureté du matériau | HRC 48 – 52 (Après trempe sous vide) |
| Qualité du polissage de surface | Ra 0,05 (Finition miroir optique SPI A-1) |
| Plage de cavitation | De 1 à 24+ cavités (personnalisable) |
| Pression de l'eau de refroidissement | 0,4 – 1,0 MPa |
| Interface air haute pression | 2,0 – 4,0 MPa (Compatible) |
| Classe de précision | DIN 6 / ISO 7 / Tolérances jusqu'à ±0,01 mm |
| Plage de températures de fonctionnement | Eau glacée (10°C) vers tapis chauffant (280°C) |
| Normes de finition du manche | PCO 1881, 28 mm, 38 mm, Snap-On personnalisé |
| Durée de vie estimée | Minimum de 3 000 000 à 5 000 000 de tirs |
| Normes de brides | Compatible avec les normes JIS, DIN et ANSI |
| Poids du moule | Varie selon la cavitation (généralement 300 kg – 1500 kg) |
Tableau de compatibilité et de remplacement
Les moules ISBM personnalisés d'EVER-POWER sont conçus pour combler le fossé entre les différentes plateformes de machines mondiales, garantissant une flexibilité opérationnelle maximale.
| Machine de remplacement de cible | Capacité d'outillage EVER-POWER | Détails de compatibilité et d'appariement |
| Série EVER-POWER / BPET | Gamme complète (3, 4 et 6 stations) | Intégration native. Parfaitement adaptée à nos profils de serrage servo (50 kN à 400 kN) et aux pas des buses à canaux chauds. |
| Série ASB japonaise (ex. : 12M, 70DPH) | Moules personnalisés compatibles ASB | Reproduction exacte de l'espacement des barres de liaison ASB, des filetages de montage et des interfaces des buses d'injection pour un véritable fonctionnement plug-and-play. |
| Série japonaise Aoki (ex., 250) | Moules personnalisés compatibles avec Aoki | Des anneaux de cou et des noyaux de conditionnement conçus avec précision pour correspondre à l'architecture de traitement thermique direct distincte d'Aoki. |
Alignement avec les normes industrielles (ISO/DIN)
Normes métallurgiques DIN et JIS rigoureuses. La longévité et les performances d'un moule dépendent de la pureté de son acier. EVER-POWER utilise des aciers certifiés internationalement. Nous nous approvisionnons en acier inoxydable S136 (équivalent à la norme DIN 1.2083) et NAK80 (norme JIS) pour les composants critiques du noyau et de la cavité. Ces matériaux possèdent des propriétés anticorrosion exceptionnelles contre le dégazage du PVC et du PET, garantissant ainsi au moule une intégrité structurelle et un polissage optique irréprochables, même après des millions de cycles.
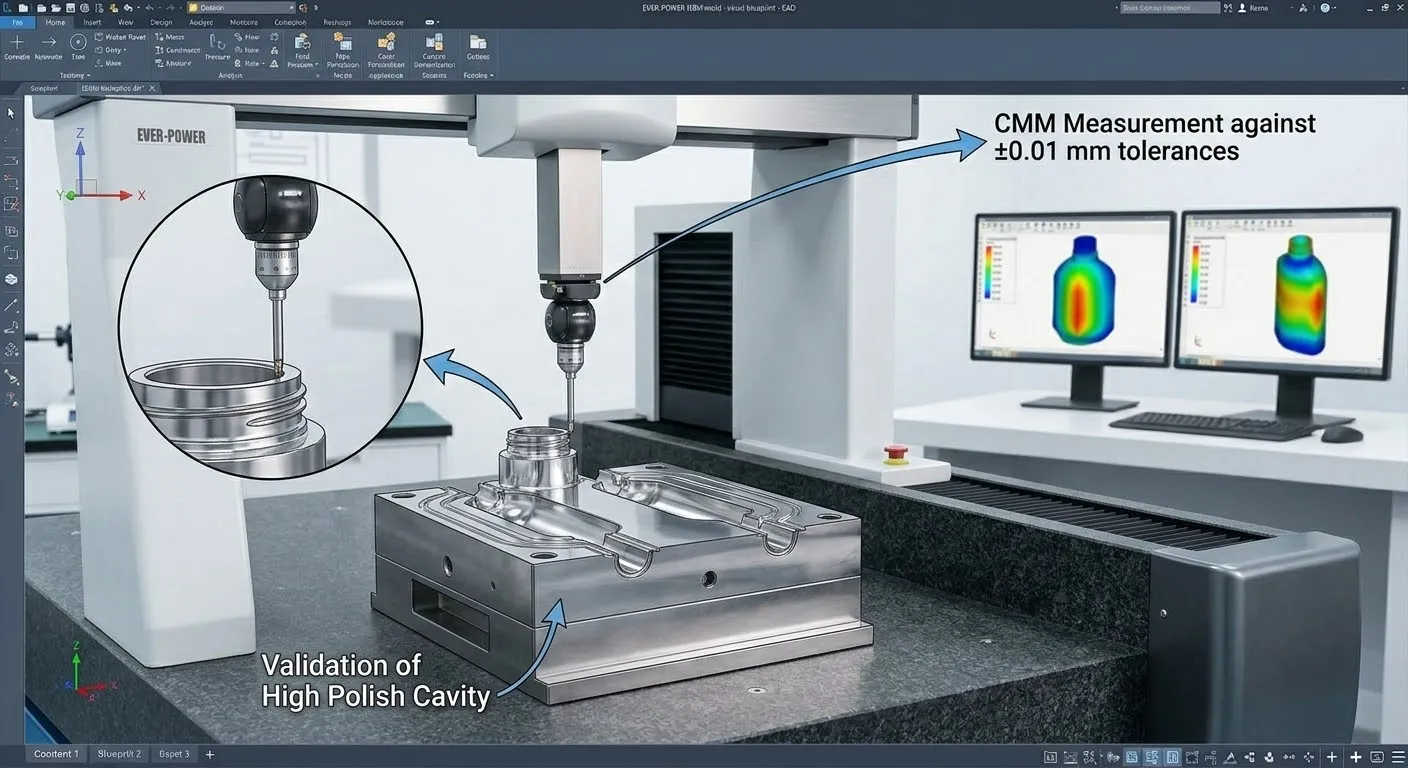
Usinage de précision ISO 9001. Chaque base de moule, collecteur de canaux chauds et bague de col est fabriquée selon les normes strictes de la norme ISO 9001. Nous utilisons des centres d'usinage CNC 5 axes et des machines à mesurer tridimensionnelles (MMT) pour garantir des tolérances dimensionnelles de ±0,01 mm. Cette extrême précision est indispensable pour éviter les bavures de plastique au niveau des lignes de joint sous une force de serrage par injection supérieure à 300 kN.
Scénarios d'application complets

Pots cosmétiques de luxe à parois épaisses. Les crèmes pour le visage haut de gamme exigent un emballage qui imite le poids et la transparence du verre. Les moules sur mesure EVER-POWER sont conçus avec des points d'injection surdimensionnés et des cavités en acier S136 poli miroir (Ra 0,05). Ceci garantit un écoulement fluide du PETG fondu dans la base épaisse du pot, sans traces ni microbulles, pour une esthétique luxueuse et impeccable qui sublime les marques de cosmétiques de luxe.
Flacons de lotion complexes et asymétriques. Les flacons de shampoing plats, ovales ou aux formes anguleuses sont réputés difficiles à souffler sans amincir le plastique aux angles. Notre équipe d'ingénieurs utilise une analyse par éléments finis avancée pour déterminer les taux d'étirement précis nécessaires aux formes asymétriques. Nous usinons ensuite des noyaux de conditionnement thermique sur mesure qui appliquent un chauffage différentiel, garantissant ainsi un étirement uniforme du plastique, même dans les angles les plus aigus du moule, et une résistance optimale aux chocs.
Collyres et sirops pharmaceutiques stériles. L'emballage médical exige une précision dimensionnelle absolue pour garantir le bon fonctionnement des scellés d'inviolabilité et des bouchons de sécurité enfant. Nos moules sont dotés de bagues de col usinées avec une tolérance de ±0,01 mm selon les protocoles rigoureux de la norme ISO 9001. Cette extrême précision garantit des filetages parfaitement étanches. La construction en acier inoxydable trempé sous vide assure aux moules une résistance optimale aux procédures de nettoyage en salle blanche stérile, sans risque de corrosion.
Bocaux à large ouverture pour aliments et épices en vrac. Les pots pour beurre de cacahuète, épices fines et poudres de nutrition sportive nécessitent un diamètre de col important (jusqu'à 140 mm) et des parois épaisses pour empêcher toute infiltration d'oxygène. Les moules haute performance EVER-POWER sont fabriqués à partir de bases robustes en acier P20, capables de supporter les forces de fermeture de 400 kN requises pour l'injection en vrac. Les canaux de refroidissement conformes sont spécifiquement conçus pour évacuer rapidement la chaleur du col épais, évitant ainsi tout retrait après éjection.
Biberons pour nourrissons sans BPA (Tritan/PP). La transformation de matériaux techniques et thermosensibles comme le Tritan exige une conception irréprochable des canaux chauds. Si le plastique stagne dans le collecteur, il se dégrade et libère des sous-produits dangereux. Les moules pour biberons EVER-POWER sont dotés de systèmes de canaux chauds à équilibre hydrodynamique qui éliminent les zones mortes. Ceci garantit une homogénéité parfaite du Tritan fondu, permettant ainsi d'obtenir des biberons biologiquement sûrs, d'une transparence exceptionnelle et incassables.
Emballages pour produits agrochimiques et détergents ménagers. Les flacons destinés aux produits de nettoyage agressifs et aux pesticides exigent une rigidité structurelle extrême et une résistance à la fissuration sous contrainte. Nos moules de soufflage sont conçus pour optimiser la phase d'étirage biaxial, assurant un alignement parfait des chaînes moléculaires du PET. De plus, nous pouvons graver des nervures personnalisées dans la cavité du moule, augmentant considérablement la résistance à l'écrasement vertical du contenant final pour un transport palettisé en toute sécurité.
Connaissance
Pourquoi les aciers S136 et NAK80 sont-ils le choix optimal pour les moules ISBM ?
Les aciers inoxydables S136 et NAK80 sont des aciers pré-trempés de haute qualité. Ils présentent des propriétés anticorrosion exceptionnelles et une aptitude au polissage remarquable. En ISBM, la transparence de la bouteille PET est directement liée à la surface du moule. Ces aciers peuvent être polis au diamant jusqu'à obtenir un fini miroir (Ra 0,05) et conservent cet aspect pendant des millions de cycles sans piqûres ni corrosion dues à la condensation de l'eau de refroidissement, garantissant ainsi une perfection optique durable.
Pourquoi le refroidissement conforme est-il supérieur aux conduites de refroidissement percées traditionnelles ?
Les canaux de refroidissement traditionnels sont percés en lignes droites, ce qui ne permet pas d'atteindre efficacement les courbes complexes d'une bouteille asymétrique et crée des points chauds responsables du retrait. Les canaux de refroidissement conformes, quant à eux, sont des conduits perfectionnés qui épousent parfaitement le contour 3D de la cavité du moule. Cette extraction thermique uniforme refroidit le plastique beaucoup plus rapidement et de façon homogène, réduisant ainsi les temps de cycle jusqu'à 20 % et éliminant quasiment tout risque de bouteilles déformées.
Comment EVER-POWER s'assure-t-elle que les moules s'adaptent aux machines japonaises existantes ?
Lors du remplacement d'un moule ASB ou Aoki, la précision est primordiale. Notre équipe d'ingénieurs a besoin des plans techniques de votre machine, notamment l'espacement des tirants, les dimensions du plateau et le rayon de la buse d'injection. Nous procédons ensuite à une rétro-ingénierie de l'embase du moule, en personnalisant les brides de fixation et les jeux de course pour une adaptation parfaite à votre équipement existant. Ceci garantit une installation simple et rapide, sans découpe ni soudure dans votre atelier.
Qui devrait investir dans les moules sur mesure EVER-POWER ?
Tout fabricant d'emballages souhaitant lancer un nouveau modèle de bouteille, augmenter sa capacité de production ou remplacer ses moules d'origine usés devrait investir dans les moules EVER-POWER. Plus précisément, les entreprises confrontées aux coûts d'outillage exorbitants et aux longs délais de livraison des fabricants occidentaux et japonais trouveront dans nos moules sur mesure un soulagement financier considérable, leur permettant des lancements de produits plus rapides et plus rentables.
Où faut-il calibrer les températures du canal chaud ?
Le système de canaux chauds est essentiel au bon fonctionnement du moule d'injection. Les opérateurs doivent calibrer les régulateurs de température PID pour qu'ils correspondent exactement au point de fusion de la résine utilisée (par exemple, 280 °C pour le PET). Le système de canaux chauds EVER-POWER utilise des thermocouples haute sensibilité pour garantir une stabilité thermique optimale au niveau de toutes les buses, assurant ainsi une viscosité uniforme de la résine fondue, que ce soit pour un moule à une ou 24 cavités.
Quand faut-il effectuer l'entretien des moules pour assurer leur longévité ?
Bien que nos moules soient conçus pour supporter jusqu'à 5 000 000 d'injections, un entretien régulier est indispensable. Chaque jour, les opérateurs doivent inspecter les conduites de refroidissement afin de détecter tout dépôt de tartre et vérifier l'absence de fuites d'eau. Mensuellement, les axes de guidage et le mécanisme d'éjection doivent être lubrifiés avec une graisse de qualité alimentaire. Deux fois par an, les cavités polies miroir doivent être soigneusement nettoyées avec des solvants spécifiques afin d'éliminer tout micro-résidu issu du dégazage du PET.
Contrôle qualité et points forts de l'usine
Flux de travail exhaustifs pour les mesures tridimensionnelles et les essais d'écoulement. La qualité d'un moule dépend de sa précision dimensionnelle finale. Chez EVER-POWER, chaque composant usiné est soumis à un contrôle rigoureux à l'aide de machines à mesurer tridimensionnelles (MMT) afin de vérifier des tolérances jusqu'à ±0,01 mm. Avant expédition, nous effectuons des tests complets de débit et de pression d'eau jusqu'à 1,0 MPa pour garantir l'absence de fuite dans les circuits de refroidissement conformes, assurant ainsi une fiabilité immédiate dès l'installation.
Le savoir-faire inégalé d'EVER-POWER en matière de fabrication CNC. En tant que fabricant de premier plan, nous disposons d'une usine de grande envergure équipée de centres d'usinage CNC 5 axes de pointe, de machines d'électroérosion à fil de précision et de perceuses à trous profonds. Cette intégration verticale nous permet de maîtriser chaque étape du processus métallurgique. Nous fournissons des outillages d'une qualité exceptionnelle, comparable à celle de l'aérospatiale, à un coût et un délai de livraison bien inférieurs à ceux des moulistes européens traditionnels.
Assistance globale complète en matière de conception et de mise en service. Notre engagement va bien au-delà de l'usinage de l'acier. Nous proposons des services complets de conception et de prototypage de bouteilles en 3D. Dès l'expédition du moule, nous fournissons des schémas de montage détaillés et une assistance numérique à distance. Pour les systèmes multicavités très complexes, nous dépêcheons rapidement nos ingénieurs d'outillage expérimentés partout dans le monde afin de superviser l'installation, l'étalonnage thermique et les premiers essais à blanc dans vos locaux.
Témoignages authentiques de clients
Témoignage 1 : Briser le monopole des équipementiers aux États-Unis
« Nous exploitons plusieurs machines ISBM japonaises dans l'Ohio. Chaque fois que nous avions besoin d'un nouveau design de bouteille, le fabricant d'origine nous proposait des coûts d'outillage astronomiques avec un délai de livraison de 6 mois. Nous sommes passés aux moules sur mesure d'EVER-POWER. Ils ont parfaitement reproduit nos plateaux ASB-12M par rétro-ingénierie. Le nouveau moule en acier S136 s'est installé sans problème, l'efficacité du refroidissement est même meilleure que celle du moule d'origine, et nous avons économisé plus de 50 % sur nos coûts d'investissement. » Michael H., directeur de l'ingénierie, États-Unis.
Témoignage 2 : Atteindre la perfection optique en Thaïlande
« Nos clients du secteur des cosmétiques de luxe sont extrêmement exigeants quant à la netteté des lignes de jointure et à l'opacité de leurs pots en PETG à parois épaisses. EVER-POWER a fabriqué pour nous un moule sur mesure à 4 stations. Le polissage manuel au diamant des cavités est tout simplement spectaculaire. Les pots obtenus ressemblent à s'y méprendre à du cristal épais. Le refroidissement conforme a également permis de gagner 2 secondes sur notre temps de cycle, augmentant considérablement notre production journalière. » Siri W., Directrice d'usine, Thaïlande.
Témoignage 3 : Des chaînes d’approvisionnement ininterrompues en Russie
« Basés à Moscou, nous n'avions plus accès à nos fournisseurs européens de moules pour nos lignes de production pharmaceutiques. EVER-POWER est intervenu et a assuré la sécurité complète de notre chaîne d'approvisionnement. Ils ont conçu un moule à 10 cavités pour flacons de gouttes ophtalmiques qui s'adapte parfaitement à nos machines existantes. La tolérance de ±0,01 mm sur les bagues de col garantit une étanchéité absolue pour nos clients du secteur médical. Leur assistance technique est tout simplement exceptionnelle. » Ivan K., chef des opérations, Russie.
Témoignage 4 : Production d’agrément à haut rendement en Allemagne
« Nous devions adapter notre production de produits d'accueil hôteliers à une installation à 24 cavités. Gérer l'équilibre des canaux chauds sur 24 minuscules cavités est extrêmement complexe. Les ingénieurs d'EVER-POWER ont parfaitement maîtrisé la dynamique thermique. Chaque flacon de 30 ml se remplit parfaitement, sans aucun défaut ni brûlure. L'utilisation d'aluminium 7075 pour le moule de soufflage a permis de réduire le poids et l'usure des servomoteurs de notre machine. Un travail d'ingénierie remarquable. » Lars M., superviseur de production, Allemagne.
Témoignage 5 : Évolutivité optimale en Afrique du Sud
« Nous fournissons des bonbonnes d'eau de 5 litres sur tout le continent africain. EVER-POWER a fabriqué pour nous un moule sur mesure à deux cavités, extrêmement robuste. La base massive en acier P20 supporte sans problème la force de fermeture de 400 kN de notre machine, sans fléchir. Les canaux de refroidissement par eau évacuent la chaleur si rapidement que nos bonbonnes à parois épaisses ne rétrécissent ni ne se déforment après éjection. C'est le partenaire d'outillage le plus rentable et de la plus haute qualité avec lequel nous ayons jamais travaillé. » David B., PDG, Afrique du Sud.
Guide d'installation et de configuration (compatible avec le schéma HowTo)
Étape 1 : Déballage et préparation antirouille. À la livraison, déballez avec précaution le lourd socle du moule à l'aide d'un pont roulant certifié. Le moule est expédié recouvert d'une huile industrielle antirouille épaisse. Utilisez des solvants industriels non abrasifs spécifiques pour nettoyer méticuleusement les cavités et les noyaux en acier inoxydable S136 poli miroir, en veillant à ce qu'aucun résidu ne subsiste et ne contamine le plastique en fusion.

Étape 2 : Levage et alignement du plateau. Utilisez le pont roulant pour manœuvrer le moule d'injection, les cuves de conditionnement et les demi-moules de soufflage dans les stations rotatives de la machine ISBM. Utilisez la fonction de micro-déplacement manuel de la machine pour rapprocher lentement les plateaux de serrage. Vérifiez visuellement que tous les axes de guidage et les bagues sont parfaitement alignés, sans aucun jeu, avant de serrer fermement les brides.
Étape 3 : Raccordement des utilités à haute pression. Raccordez les conduites d'air comprimé haute pression (2,0-4,0 MPa) au collecteur du moule de soufflage, en vous assurant que tous les joints pneumatiques sont correctement positionnés. Raccordez les conduites d'eau industrielles haute pression aux orifices de refroidissement conformes. Mettez en marche le refroidisseur d'eau et effectuez un test de pression du moule à 1,0 MPa pendant 15 minutes, en vérifiant visuellement l'absence de fuites d'eau internes ou externes.
Étape 4 : Câblage du canal chaud et étalonnage thermique. Raccordez les câbles électriques haute tension du régulateur de température PID de la machine au collecteur de canaux chauds et aux ports du thermocouple du moule. Mettez le système sous tension et saisissez les températures de fusion de la résine. Laissez le moule en acier massif atteindre sa température de fusion optimale pendant au moins 60 minutes afin de garantir un équilibre thermique parfait au niveau de toutes les buses d'injection.
Étape 5 : Essai à blanc et réglage précis du flash. Effectuez un essai à blanc mécanique sans plastique pour vérifier le bon fonctionnement du moule (ouverture et fermeture) sous une force de serrage maximale (par exemple, 300 kN). Introduisez la résine brute et lancez la première production. Contrôlez l'épaisseur des parois des bouteilles à l'aide d'un micromètre et vérifiez l'absence de bavures au niveau des lignes de joint. Ajustez la pression de serrage et la température des canaux chauds jusqu'à obtenir une qualité optique irréprochable.
Foire aux questions (FAQ)
1. De quels matériaux sont faits vos moules ISBM ?
Nous utilisons des matériaux haut de gamme de qualité aérospatiale et médicale. Les composants essentiels du noyau et de la cavité sont usinés CNC à partir d'acier inoxydable à haute teneur en chrome S136 ou NAK80, offrant une résistance extrême à la corrosion et un polissage miroir. Les moules par soufflage peuvent être en aluminium 7075 pour une dissipation thermique rapide.
2. Vos moules sont-ils compatibles avec mes machines japonaises ASB ou Aoki existantes ?
Absolument. Nous sommes spécialisés dans la rétro-ingénierie des brides de montage et des espacements de tirants propriétaires. Nous garantissons que nos moules sur mesure s'adapteront parfaitement et directement à vos équipements ISBM japonais ou européens existants.
3. Quelle est la durée de vie d'un moule ISBM personnalisé ?
Grâce à nos processus rigoureux de trempe sous vide qui permettent d'atteindre une dureté HRC 48-52 sur les composants principaux, nos moules en acier inoxydable S136 sont conçus pour une durée de vie minimale de 3 000 000 à 5 000 000 injections continues avec un entretien approprié.
4. Qu'est-ce que le refroidissement conforme et pourquoi l'utilise-t-on ?
Contrairement aux conduites de refroidissement traditionnelles à perçage droit, les canaux de refroidissement conformes sont conçus pour épouser parfaitement la géométrie 3D de la cavité de la bouteille. Ceci améliore considérablement l'extraction de chaleur et réduit les temps de cycle de votre machine jusqu'à 20 %.
5. Comment obtenir une transparence comparable à celle du verre sur des bouteilles en plastique ?
La clarté optique dépend de la rugosité de surface de la cavité du moule. Nos techniciens passent des heures à polir minutieusement à la main les cavités en acier S136 à l'aide d'une pâte diamantée microscopique afin d'obtenir un fini miroir optique SPI A-1 (Ra 0,05).
6. Quel est le nombre maximal de cavités que vous pouvez concevoir ?
La cavitation dépend entièrement de la taille de votre bouteille et de l'écartement des barres de serrage de votre machine. Nous concevons des collecteurs très complexes capables de supporter des bonbonnes de 20 litres à une seule cavité, jusqu'à des configurations extrêmes à 24 cavités pour les produits d'accueil hôteliers de 30 ml.
7. Vos moules peuvent-ils traiter du Tritan sans BPA ?
Oui. Le traitement du Tritan exige une stabilité thermique absolue pour éviter le jaunissement. Nos collecteurs à canaux chauds sont conçus avec des circuits d'écoulement hydrodynamiquement équilibrés et des thermocouples PID haute sensibilité afin de garantir une homogénéisation parfaite du Tritan.
8. Comment éviter les bavures de plastique au niveau du filetage du col ?
Le phénomène de bavure se produit lorsque les deux moitiés du moule se déforment sous la pression. Nous fabriquons nos bases de moule à partir de blocs massifs d'acier P20 trempé et usinons les surfaces de contact avec une précision de ±0,01 mm grâce à des machines CNC 5 axes, garantissant ainsi une étanchéité parfaite sous une force de serrage de plusieurs centaines de kilonewtons.
9. Quel est le délai de livraison typique pour un moule ISBM personnalisé ?
Les délais de livraison varient en fonction du nombre de cavités et de la complexité géométrique. Une fois la conception finale de la bouteille en 3D approuvée par votre équipe, l'usinage CNC de précision, le polissage et les tests d'écoulement nécessitent généralement entre 45 et 60 jours avant l'expédition.
10. Proposez-vous une assistance pour la conception et le prototypage des bouteilles ?
Oui. EVER-POWER propose des solutions d'ingénierie clés en main. Il vous suffit de nous fournir une esquisse ou un échantillon physique ; nos ingénieurs CAO créeront des modèles 3D complets, calculeront les capacités volumiques et optimiseront la géométrie pour une dynamique de soufflage-étirage optimale.
Suggestions de placement multimodal
-
Ci-dessous, la section 2 (Résumé IA) : Insérer une image de studio haute résolution présentant un moule ISBM ouvert, mettant en évidence les cavités en acier inoxydable S136 poli miroir et le collecteur complexe à canaux chauds. (Texte alternatif : Moule de soufflage-étirage par injection en une étape sur mesure de haute précision avec finition miroir).
-
Dans la section 4 (Proposition de valeur) : Intégrez une courte vidéo haute définition de notre centre d'usinage CNC 5 axes fraisant une cavité de bouteille asymétrique complexe à partir d'un bloc d'acier massif.
-
À côté de la section 5 (tableau des spécifications) : Afficher une superposition technique CAO montrant la dynamique des fluides internes des canaux d'eau de refroidissement conformes entourant la cavité d'une bouteille.
-
Dans la section 9 (Applications) : Insérer une image en grille montrant la progression : une conception CAO 3D d’une bouteille, la cavité du moule en acier usiné et le pot cosmétique final en PETG, impeccable et transparent comme du cristal, qui en est issu.
Produits complémentaires associés
Pour optimiser l'efficacité de vos nouveaux outillages haut de gamme, EVER-POWER vous propose un écosystème complet de machines de pointe. Nos moules s'associent parfaitement à nos équipements d'élite. Machines ISBM entièrement servo (par exemple, EP-HGY150-V4-EV)qui fournissent la force de serrage précise nécessaire pour protéger votre investissement dans les moules. De plus, pour exploiter pleinement nos canaux de refroidissement conformes rapides, nous recommandons fortement l'intégration de nos Refroidisseurs d'eau industriels à circuit fermé haute capacité de 1,0 MPa et Armoires de contrôle de température à canaux chauds de précision.
Notes anti-hallucinations
Les réductions de temps de cycle annoncées (par exemple, 20 %) sont des estimations basées sur la comparaison des conceptions de refroidissement conformes EVER-POWER avec les moules à perçage droit traditionnels fonctionnant dans des conditions de température ambiante et de capacité de refroidisseur d'eau identiques.
Le nombre maximal de cavités (par exemple, plus de 24) est strictement limité par les dimensions physiques du plateau et le volume d'injection maximal de votre machine ISBM. Veuillez consulter notre équipe d'ingénierie et fournir les plans de votre machine afin de déterminer la limite maximale exacte de cavités.
Les estimations de durée de vie des moules (3 à 5 millions de tirages) supposent l'utilisation de résines PET/PETG standard non abrasives et le strict respect des programmes de lubrification quotidienne et d'entretien préventif recommandés.
Ne laissez plus les coûts exorbitants des outils propriétaires retarder le lancement de votre prochain produit. Contactez EVER-POWER dès aujourd'hui. Envoyez à nos ingénieurs expérimentés votre conception 3D de bouteille ou un échantillon physique, et nous concevrons un moule ISBM sur mesure de très haute précision, parfaitement adapté à vos machines existantes. Contactez-nous par courriel à [email protected] Pour une consultation technique gratuite, une analyse complète de la compatibilité des moules et des prix directs d'usine extrêmement compétitifs.



























