Descripción
Moldes de inyección-soplado y estirado personalizados en un solo paso
La base de cualquier operación de moldeo por inyección, estirado y soplado (ISBM) de alto rendimiento es la precisión absoluta de sus herramientas. EVER-POWER ofrece servicios integrales de diseño y fabricación de moldes llave en mano, proporcionando moldes ISBM de primera clase que determinan la claridad óptica final, el espesor de pared y la resistencia a las caídas por impacto de sus envases de PET, PETG y Tritan. Mediante mecanizado CNC avanzado de 5 ejes y simulaciones de refrigeración fluidodinámica, nuestros moldes están diseñados para acelerar la extracción térmica, reduciendo así los tiempos totales de ciclo de la máquina. Diseñados como reemplazos perfectos y listos para usar para las herramientas OEM en maquinaria japonesa y occidental, los moldes EVER-POWER permiten a los fabricantes globales lanzar diseños de envases complejos rápidamente sin grandes inversiones.
-
Metalurgia Premium: Construido con acero inoxidable S136 o NAK80 de alta durabilidad para cavidades y núcleos, logrando una dureza superficial de HRC 48-52 para millones de ciclos sin mantenimiento.
-
Compatibilidad universal: Las bridas, el espaciado de las barras de unión y las interfaces de las boquillas están diseñados a medida para adaptarse perfectamente a las máquinas EVER-POWER, así como a los antiguos equipos ISBM japoneses (ASB, Aoki) y europeos.
-
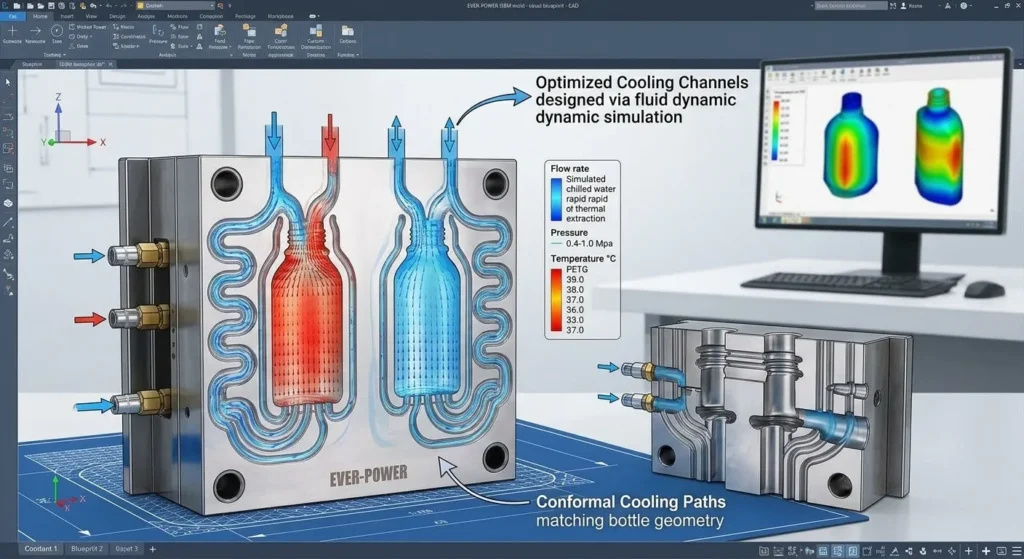
Canales de enfriamiento optimizados: Cuenta con canales de agua de enfriamiento conformados diseñados a través de simulación dinámica de fluidos, lo que permite una rápida extracción térmica (presión de agua de 0,4 a 0,6 Mpa) para acortar significativamente los tiempos de ciclo.
-
Pulido de grado óptico: Las cavidades se someten a un meticuloso pulido manual con pasta de diamante para lograr una rugosidad superficial extrema de Ra 0,05, lo que produce una transparencia similar al vidrio para los frascos cosméticos de PETG.
-
Cavitación dinámica: Capaz de realizar configuraciones altamente complejas que van desde moldes masivos de contenedores a granel de 2 cavidades hasta configuraciones de viales para artículos de tocador de hotel de 24 cavidades de rendimiento ultra alto.

Propuesta de valor
Claridad óptica incomparable y perfección estética. Las industrias cosmética y de bebidas premium exigen envases que imiten a la perfección el peso y la transparencia del vidrio. Los moldes EVER-POWER ISBM lo consiguen mediante una exhaustiva selección metalúrgica y rigurosas técnicas de pulido manual. Al utilizar acero inoxidable S136 de alta calidad pulido a espejo, eliminamos las abrasiones microscópicas en la superficie de la pared del molde. Esto garantiza que el material PET o PETG soplado presente una transparencia absoluta y cristalina, sin turbidez, marcas de arrastre ni líneas de separación visibles, lo que realza la presencia de su marca en el mercado.
Reducción drástica del tiempo de ciclo mediante enfriamiento conforme. El tiempo es el bien más preciado en la fabricación industrial de plásticos. Nuestro equipo de ingeniería utiliza software termodinámico avanzado para diseñar canales de enfriamiento conformados que se ajustan fielmente a los complejos contornos geométricos del diseño específico de su botella. Al mantener un flujo altamente eficiente de agua fría de 0,4 a 1,0 Mpa directamente junto al plástico caliente, nuestros moldes extraen el calor latente hasta un 20 % más rápido que las líneas de enfriamiento tradicionales de perforación recta. Esto acelera la fase de solidificación del plástico, reduciendo drásticamente los tiempos totales del ciclo y aumentando drásticamente su producción diaria por hora.
Independencia rentable de los fabricantes de equipos originales (OEM) propietarios. Históricamente, la compra de moldes de repuesto o nuevos para máquinas ISBM japonesas o europeas requería el pago de sobreprecios exorbitantes de los fabricantes de equipos originales (OEM). EVER-POWER libera a los fabricantes globales de estas cadenas de suministro restrictivas. Realizamos ingeniería inversa de las placas de montaje, las profundidades de carrera y las interfaces neumáticas específicas de su maquinaria actual. Esto nos permite ofrecer moldes de repuesto de primera calidad, totalmente compatibles y fáciles de instalar, a una fracción del costo, acelerando significativamente su retorno de la inversión (ROI) en el lanzamiento de nuevos productos.
Tabla de especificaciones técnicas (formato de especificaciones técnicas universal)
Nota: Los parámetros se basan en estándares de ingeniería de herramientas EVER-POWER verificados, que proporcionan datos metalúrgicos y geométricos críticos para los equipos de adquisiciones empresariales.
| Elemento de especificación | Parámetros de ingeniería/Detalles del componente |
| Materiales compatibles | PET, PETG, PC, Tritán, PP, PMMA, PS |
| Material del núcleo/cavidad | Acero inoxidable S136 / NAK80 / Aluminio 7075 |
| Material de base del molde | Acero con alto contenido de carbono P20/45# |
| Dureza del material | HRC 48 – 52 (después del temple al vacío) |
| Calidad del pulido de superficies | Ra 0,05 (acabado de espejo óptico SPI A-1) |
| Rango de cavitación | De 1 a 24+ cavidades (personalizables) |
| Presión del agua de refrigeración | 0,4 – 1,0 Mpa |
| Interfaz de aire de alta presión | 2.0 – 4.0 Mpa (compatible) |
| Clase de precisión | DIN 6 / ISO 7 / Tolerancias hasta ±0,01 mm |
| Rango de temperatura de funcionamiento | Agua fría (10 °C) a canal caliente (280 °C) |
| Estándares de acabado del mástil | PCO 1881, 28 mm, 38 mm, ajuste a presión personalizado |
| Vida útil estimada | Mínimo de 3.000.000 a 5.000.000 de disparos |
| Normas de bridas | Compatible con JIS, DIN y ANSI |
| Peso del molde | Varía según la cavitación (normalmente entre 300 kg y 1500 kg) |
Tabla de compatibilidad y reemplazo
Los moldes ISBM personalizados de EVER-POWER están diseñados para cerrar la brecha entre diversas plataformas de maquinaria global, lo que garantiza la máxima flexibilidad operativa.
| Máquina de reemplazo de objetivos | Capacidad de herramientas EVER-POWER | Detalles de compatibilidad y coincidencia |
| Serie EVER-POWER / BPET | Gama completa (3, 4 y 6 estaciones) | Integración nativa. Perfectamente adaptado a nuestros perfiles de sujeción servo (de 50 KN a 400 KN) y a los pasos de boquillas de canal caliente. |
| Serie ASB japonesa (p. ej., 12M, 70DPH) | Moldes personalizados compatibles con ASB | Réplica exacta del espaciado de las barras de unión ASB, las roscas de montaje y las interfaces de las boquillas de inyección para un verdadero funcionamiento plug-and-play. |
| Serie japonesa Aoki (p. ej., 250) | Moldes personalizados compatibles con Aoki | Anillos de cuello y núcleos de acondicionamiento diseñados con precisión para combinar con la distintiva arquitectura de procesamiento de calor directo de Aoki. |
Alineación con los estándares de la industria (ISO/DIN)
Normas metalúrgicas estrictas DIN y JIS. La longevidad y el rendimiento de un molde dependen de la pureza de su acero. EVER-POWER utiliza aceros con certificación internacional. Utilizamos acero inoxidable S136 (equivalente a DIN 1.2083) y NAK80 (norma JIS) para componentes críticos del núcleo y la cavidad. Estos materiales poseen excepcionales propiedades anticorrosivas contra la desgasificación del PVC y el PET, lo que garantiza que el molde conserve su integridad estructural y pulido óptico durante millones de ciclos.
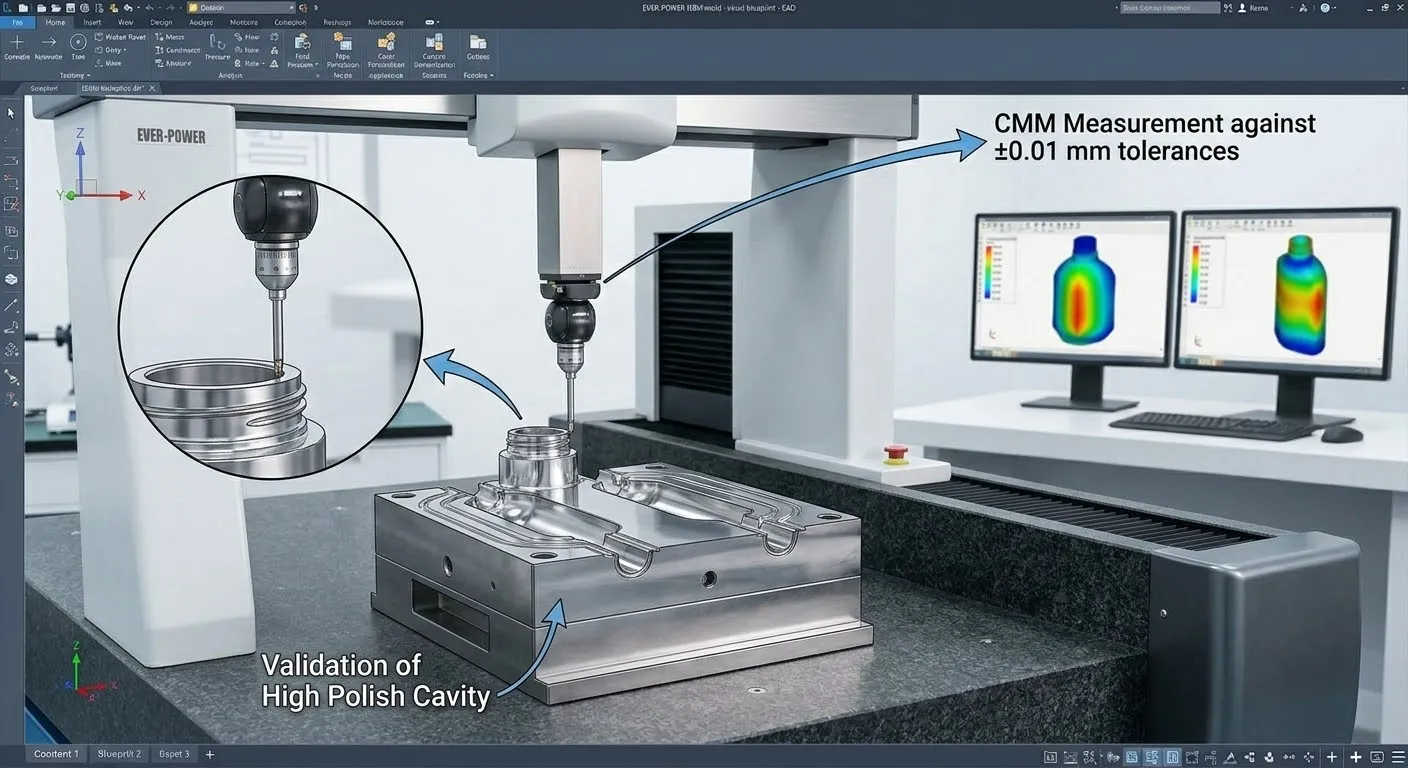
Mecanizado de precisión ISO 9001. Cada base de molde, colector de canal caliente y anillo de cuello se fabrica bajo estrictos sistemas de gestión de calidad ISO 9001. Utilizamos centros de mecanizado CNC de 5 ejes y máquinas de medición por coordenadas (MMC) para garantizar tolerancias dimensionales de ±0,01 mm. Esta extrema precisión es fundamental para evitar rebabas de plástico en las líneas de separación bajo una fuerza de cierre de inyección superior a 300 kN.
Escenarios de aplicación integrales

Frascos cosméticos de lujo de paredes gruesas. Las cremas faciales premium exigen envases que imiten el peso y la transparencia del vidrio, que refracta la luz. Los moldes personalizados EVER-POWER están diseñados con compuertas de inyección de gran tamaño y cavidades de acero S136 altamente pulidas (Ra 0,05). Esto garantiza que el PETG fundido fluya suavemente hacia la base gruesa del envase sin dejar marcas de flujo ni microburbujas, logrando una estética impecable y de lujo que enaltece las marcas de cosméticos de alta gama.
Botellas de loción asimétricas complejas. Las botellas de champú planas, ovaladas o con contornos pronunciados son notoriamente difíciles de soplar sin adelgazar el plástico en las esquinas más extremas. Nuestro equipo de ingeniería utiliza análisis avanzado de elementos finitos para determinar las relaciones de estiramiento exactas necesarias para diseños asimétricos. Posteriormente, mecanizamos núcleos de acondicionamiento de temperatura personalizados que aplican calentamiento diferencial, lo que garantiza que el plástico se estire uniformemente en las esquinas más pronunciadas del molde sin fallar en las pruebas de impacto por caída.
Gotas y jarabes oftálmicos farmacéuticos estériles. Los envases médicos requieren una precisión dimensional absoluta para garantizar el correcto funcionamiento de los precintos de seguridad y las tapas a prueba de niños. Nuestros moldes cuentan con anillos de cuello mecanizados con una tolerancia de ±0,01 mm según los estrictos protocolos de la norma ISO 9001. Esta extrema precisión garantiza roscas perfectamente selladas y a prueba de fugas. La construcción de acero inoxidable templado al vacío garantiza que los moldes resistan los procedimientos de lavado en salas blancas estériles sin corrosión.
Frascos de boca ancha para alimentos y especias a granel. Los frascos para mantequilla de cacahuete, especias gourmet y polvos de nutrición deportiva requieren cuellos de gran diámetro (hasta 140 mm) y paredes gruesas para evitar la entrada de oxígeno. Los moldes de alta resistencia EVER-POWER se construyen con robustas bases de molde P20 para soportar las fuerzas de cierre de 400 kN necesarias para la inyección a granel. Los canales de refrigeración conformados están diseñados específicamente para extraer rápidamente el calor del grueso acabado del cuello, evitando la contracción posterior a la expulsión.
Biberones para bebés sin BPA (Tritan/PP). El procesamiento de materiales avanzados y sensibles a la temperatura, como el Tritan, requiere un diseño impecable del canal caliente. Si el plástico se estanca en el colector, se degrada y libera subproductos peligrosos. Los moldes para biberones EVER-POWER incorporan sistemas de canal caliente con equilibrio hidrodinámico que eliminan los puntos muertos. Esto garantiza que la masa fundida de Tritan se mantenga perfectamente homogeneizada, lo que resulta en biberones biológicamente seguros, altamente transparentes e irrompibles.
Envases de agroquímicos y detergentes de uso doméstico. Las botellas utilizadas para productos de limpieza agresivos y pesticidas requieren una rigidez estructural extrema y resistencia al agrietamiento por tensión. Nuestros moldes de soplado están diseñados para optimizar la fase de estiramiento biaxial, forzando la alineación perfecta de las cadenas moleculares de PET. Además, podemos grabar estructuras acanaladas personalizadas en la cavidad del molde, lo que aumenta significativamente la resistencia al aplastamiento vertical del contenedor final para un envío paletizado seguro.
Conocimiento
¿Qué hace que el acero S136 y NAK80 sean la opción óptima para los moldes ISBM?
S136 y NAK80 son aceros inoxidables preendurecidos y altamente refinados. Poseen excepcionales propiedades anticorrosivas y una pulibilidad excepcional. En el método ISBM, la claridad de la botella de PET refleja directamente la superficie del molde. Estos aceros pueden pulirse con diamante hasta obtener un acabado espejo (Ra 0,05) y mantienen dicho acabado durante millones de ciclos sin picaduras ni oxidación por la condensación del agua de refrigeración, lo que garantiza una perfección óptica a largo plazo.
¿Por qué el enfriamiento conformal es superior a las líneas de enfriamiento perforadas tradicionales?
Los canales de enfriamiento tradicionales se perforan en línea recta, lo que impide alcanzar eficazmente las complejas curvas de una botella asimétrica, dejando puntos calientes que provocan contracción. Los canales de enfriamiento conformados son vías avanzadas que siguen el contorno 3D exacto de la cavidad del molde. Esta extracción térmica uniforme enfría el plástico mucho más rápido y de forma uniforme, reduciendo los tiempos de ciclo hasta en un 20 % y eliminando prácticamente la deformación de las botellas.
¿Cómo garantiza EVER-POWER que los moldes se adapten a las máquinas japonesas existentes?
Al reemplazar un molde ASB o Aoki, la precisión es fundamental. Nuestro equipo de ingeniería requiere los planos técnicos de la separación entre barras de unión, las dimensiones de los platos y el radio de la boquilla de inyección de su máquina. Posteriormente, realizamos ingeniería inversa de la base del molde, personalizando las bridas de montaje y las holguras de carrera para que se adapten perfectamente a su equipo anterior. Esto garantiza una instalación totalmente lista para usar, sin necesidad de cortar ni soldar en su planta de producción.
¿Quién debería invertir en moldes personalizados EVER-POWER?
Cualquier fabricante de envases que busque lanzar un nuevo diseño de botella, ampliar su capacidad o reemplazar herramientas OEM desgastadas debería invertir en moldes EVER-POWER. En concreto, las empresas que sufren los elevados costes de las herramientas y los largos plazos de entrega de los fabricantes propietarios occidentales y japoneses encontrarán en nuestros moldes personalizados un gran alivio financiero, que les permitirá lanzar sus productos de forma más rápida y rentable.
¿Dónde se deben calibrar las temperaturas del canal caliente?
El colector del canal caliente es la arteria crítica del molde de inyección. Los operadores deben calibrar los controladores de temperatura PID para que coincidan con el punto de fusión exacto de la resina específica (p. ej., 280 °C para PET). El sistema de canal caliente EVER-POWER utiliza termopares de alta sensibilidad para mantener una estabilidad térmica absoluta en todas las boquillas, lo que garantiza una viscosidad uniforme de la masa fundida, tanto al inyectar un molde de una cavidad como de 24.
¿Cuándo se debe realizar el mantenimiento del molde para garantizar su longevidad?
Aunque nuestros moldes tienen una capacidad de hasta 5 000 000 de disparos, el mantenimiento rutinario es vital. Diariamente, los operadores deben inspeccionar las líneas de enfriamiento para detectar la acumulación de incrustaciones y detectar fugas de agua. Mensualmente, los pasadores guía y la mecánica del eyector deben lubricarse con grasa de alta calidad apta para uso alimentario. Semestralmente, las cavidades con acabado pulido espejo deben limpiarse cuidadosamente con disolventes especializados para eliminar cualquier microrresiduos de la desgasificación del PET.
Inspección de calidad y fortalezas de la fábrica
Flujos de trabajo exhaustivos de CMM y pruebas de flujo. Un molde es tan bueno como su precisión dimensional final. En EVER-POWER, cada componente mecanizado se somete a una rigurosa inspección mediante máquinas de medición por coordenadas 3D (MMC) para verificar tolerancias de hasta ±0,01 mm. Antes del envío, realizamos pruebas exhaustivas de caudal y presión de agua de hasta 1,0 MPa para garantizar la ausencia de fugas en los circuitos de refrigeración conformados, lo que garantiza una fiabilidad inmediata tras la instalación.
La destreza de fabricación CNC incomparable de EVER-POWER. Como fabricante líder, contamos con unas instalaciones enormes equipadas con centros de fresado CNC de 5 ejes, cortadoras de hilo de precisión EDM (mecanizado por descarga eléctrica) y equipos de taladrado profundo. Esta integración vertical nos permite controlar cada paso del proceso metalúrgico. Ofrecemos herramientas de alta calidad, de grado aeroespacial, a una fracción del coste y plazo de entrega de los fabricantes de moldes europeos tradicionales.
Soporte integral de diseño y puesta en marcha a nivel mundial. Nuestro compromiso va mucho más allá del mecanizado de acero. Ofrecemos servicios completos de diseño y prototipado de botellas en 3D. Una vez enviado el molde, proporcionamos esquemas de configuración completos y ofrecemos asistencia digital remota. Para sistemas multicavidad altamente complejos, enviamos a nuestros ingenieros de herramientas senior a cualquier parte del mundo para supervisar la instalación, la calibración térmica y las pruebas iniciales de funcionamiento en seco en sus instalaciones.
Testimonios auténticos de clientes
Testimonio 1: Rompiendo el monopolio OEM en EE.UU.
Operamos varias máquinas ISBM japonesas en Ohio. Siempre que necesitábamos un nuevo diseño de botella, el fabricante de equipos originales (OEM) nos cotizaba costos astronómicos de herramientas con un plazo de entrega de seis meses. Cambiamos a moldes personalizados EVER-POWER. Realizaron ingeniería inversa a la perfección en nuestras platinas ASB-12M. El nuevo molde de acero S136 encajó a la perfección, la eficiencia de enfriamiento es incluso mejor que la original y ahorramos más del 50 % en costos de capital. Michael H., Director de Ingeniería, EE.UU.
Testimonio 2: Logrando la perfección óptica en Tailandia
Nuestros clientes de cosméticos de lujo son extremadamente estrictos con las líneas de separación y la turbidez de sus frascos de PETG de paredes gruesas. EVER-POWER fabricó un molde personalizado de 4 estaciones para nosotros. Su pulido manual con diamante en las cavidades es simplemente espectacular. Los frascos salen con un aspecto idéntico al del cristal grueso. El enfriamiento conformado también redujo en 2 segundos el tiempo de nuestro ciclo, lo que aumentó enormemente nuestra producción diaria. Siri W., Gerente de Planta, Tailandia.
Testimonio 3: Cadenas de suministro ininterrumpidas en Rusia
Al operar en Moscú, perdimos el acceso a nuestros proveedores europeos de moldes para nuestras líneas farmacéuticas. EVER-POWER intervino y brindó seguridad completa a la cadena de suministro. Diseñaron un molde para viales de gotas oftálmicas de 10 cavidades que se adaptó perfectamente a nuestras máquinas antiguas. La tolerancia de ±0,01 mm en los anillos de cuello garantiza sellos totalmente herméticos para nuestros clientes del sector médico. Su soporte de ingeniería es de primer nivel. Ivan K., Jefe de Operaciones, Rusia.
Testimonio 4: Producción de servicios de alto rendimiento en Alemania
Necesitábamos escalar la producción de artículos de tocador de nuestro hotel a una configuración de 24 cavidades. Gestionar el equilibrio del canal caliente en 24 cavidades diminutas es extremadamente difícil. Los ingenieros de EVER-POWER lograron la dinámica térmica perfecta. Cada botella de 30 ml se llena perfectamente sin disparos cortos ni quemaduras. El uso de aluminio 7075 para el molde de soplado mantuvo el peso bajo, reduciendo el desgaste de los servoaccionamientos de nuestra máquina. Ingeniería brillante. Lars M., Supervisor de producción, Alemania.
Testimonio 5: Máxima escalabilidad en Sudáfrica
Suministramos enormes bidones de agua de 5 litros a todo el continente africano. EVER-POWER nos construyó un molde personalizado de dos cavidades para trabajos pesados. La sólida base de acero P20 soporta fácilmente la fuerza de cierre de 400 kN de nuestra máquina sin flexionarse. Los canales de refrigeración por agua extraen el calor tan rápidamente que nuestros bidones de paredes gruesas no se encogen ni se deforman tras la expulsión. Son el herramental más rentable y de alta calidad que hemos utilizado. David B., Director Ejecutivo, Sudáfrica.
Guía de instalación y configuración (compatible con el esquema HowTo)
Paso 1: Desembalaje y preparación antioxidante. Tras la entrega, desembale con cuidado la pesada base del molde utilizando una grúa pórtico certificada. El molde se envía cubierto con aceite industrial antioxidante de alta densidad. Utilice disolventes industriales no abrasivos específicos para limpiar meticulosamente las cavidades y los machos de S136, con acabado pulido a espejo, asegurándose de que no queden residuos que puedan contaminar el plástico fundido.

Paso 2: Elevación y alineación de platinas. Utilice la grúa puente para maniobrar el molde de inyección, los recipientes de acondicionamiento y las mitades del molde de soplado en las estaciones rotatorias de la máquina ISBM. Utilice la función de microavance manual de la máquina para juntar lentamente las placas de sujeción. Verifique visualmente que todos los pasadores guía y bujes estén perfectamente alineados sin interferencias antes de apretar las bridas.
Paso 3: Conexión de servicios públicos de alta presión. Conecte las líneas de aire de soplado de alta presión (2,0-4,0 Mpa) al colector del molde de soplado, asegurándose de que todos los sellos neumáticos estén correctamente ajustados. Conecte las líneas de agua industrial de alta resistencia a los puertos de refrigeración conformados. Conecte el enfriador de agua y realice una prueba de presión del molde a 1,0 Mpa durante 15 minutos, inspeccionando visualmente si hay fugas de agua internas o externas.
Paso 4: Cableado del canal caliente y calibración térmica. Conecte los cables eléctricos de alta resistencia del controlador de temperatura PID de la máquina al colector del canal caliente del molde y a los puertos del termopar. Encienda el sistema e introduzca las temperaturas específicas de fusión de la resina. Deje que el molde de acero macizo se caliente durante al menos 60 minutos para garantizar un equilibrio térmico absoluto en todas las boquillas de inyección.
Paso 5: Funcionamiento en seco y ajuste de precisión del flash. Realice un ensayo mecánico sin plástico para verificar la apertura y el cierre suaves del molde con la máxima capacidad de sujeción (p. ej., 300 kN). Introduzca la resina cruda y procese el primer lote. Inspeccione las botellas con un micrómetro para comprobar el espesor de pared correcto y las líneas de separación para detectar rebabas de plástico. Ajuste la presión de sujeción y las temperaturas del canal caliente hasta que la botella cumpla con las especificaciones ópticas originales.
Preguntas frecuentes (FAQ)
1. ¿De qué materiales están hechos sus moldes ISBM?
Utilizamos materiales de primera calidad para la industria aeroespacial y médica. Los componentes críticos del núcleo y la cavidad están mecanizados por CNC en acero inoxidable S136 o NAK80 con alto contenido de cromo para una resistencia extrema a la corrosión y un pulido a espejo. Los moldes de soplado pueden utilizar aluminio 7075 para una rápida disipación del calor.
2. ¿Pueden sus moldes adaptarse a mis máquinas ASB o Aoki japonesas existentes?
Por supuesto. Nos especializamos en ingeniería inversa de bridas de montaje patentadas y espaciamientos de barras de unión. Garantizamos que nuestros moldes personalizados serán el reemplazo perfecto y directo para su antiguo equipo ISBM japonés o europeo.
3. ¿Cuánto dura un molde ISBM personalizado?
Debido a nuestros rigurosos procesos de enfriamiento al vacío que logran una dureza HRC 48-52 en los componentes centrales, nuestros moldes de acero inoxidable S136 están clasificados para una vida útil mínima de 3.000.000 a 5.000.000 de inyecciones continuas con el mantenimiento adecuado.
4. ¿Qué es el enfriamiento conforme y por qué se utiliza?
A diferencia de las líneas de enfriamiento tradicionales de perforación recta, los canales de enfriamiento conformados están diseñados para curvarse y seguir la geometría 3D exacta de la cavidad de la botella. Esto mejora drásticamente la extracción de calor, reduciendo los tiempos de ciclo de la máquina hasta en un 20 %.
5. ¿Cómo lograr una claridad similar al vidrio en botellas de plástico?
La claridad óptica depende de la rugosidad superficial de la cavidad del molde. Nuestros técnicos dedican horas a pulir meticulosamente a mano las cavidades de acero S136 con pasta de diamante microscópica para lograr un acabado de espejo óptico SPI A-1 (Ra 0,05).
6. ¿Cuál es el número máximo de cavidades que puedes diseñar?
La cavitación depende completamente del tamaño de la botella y de la distancia entre las barras de sujeción de la máquina. Diseñamos colectores de alta complejidad capaces de soportar desde bidones de 1 cavidad de 20 litros hasta configuraciones extremas de 24 cavidades para productos de tocador de hotel de 30 ml.
7. ¿Pueden sus moldes procesar Tritan libre de BPA?
Sí. El procesamiento de Tritan requiere una estabilidad térmica absoluta para evitar el amarilleo. Diseñamos nuestros colectores de canal caliente con trayectorias de flujo hidrodinámicamente equilibradas y termopares PID de alta sensibilidad para garantizar una homogeneización perfecta del Tritan.
8. ¿Cómo se evita que el plástico sobresalga de las roscas del cuello?
La rebaba se produce cuando las mitades del molde se deforman bajo presión. Construimos nuestras bases de molde a partir de bloques macizos de acero P20 endurecido y mecanizamos las superficies de contacto con tolerancias de ±0,01 mm mediante CNC de 5 ejes, lo que garantiza un sellado hermético perfecto bajo cientos de kilonewtons de fuerza de sujeción.
9. ¿Cuál es el plazo de entrega típico para un molde ISBM personalizado?
Los plazos de entrega varían según el número de cavidades y la complejidad geométrica. Una vez aprobado el diseño final de la botella 3D por su equipo, el mecanizado CNC de precisión, el pulido y las pruebas de flujo suelen tardar entre 45 y 60 días antes del envío.
10. ¿Ayudas con el diseño y creación de prototipos de botellas?
Sí. EVER-POWER ofrece ingeniería completa llave en mano. Puede proporcionarnos un boceto o una muestra física, y nuestros ingenieros CAD generarán modelos 3D completos, calcularán las capacidades de volumen y optimizarán la geometría para una dinámica de moldeo por estirado-soplado ideal.
Sugerencias de colocación multimodal
-
A continuación la Sección 2 (Resumen de IA): Inserte una imagen de estudio de alta resolución que muestra un molde ISBM abierto, resaltando las cavidades de acero inoxidable S136 pulidas a espejo y el complejo colector de canal caliente. (Texto alternativo: Molde de inyección-soplado y estirado de un solo paso personalizado de alta precisión con acabado de espejo).
-
Dentro de la Sección 4 (Propuesta de Valor): Incruste un video corto de alta definición de nuestro centro de mecanizado CNC de 5 ejes fresando una cavidad de botella asimétrica compleja a partir de un bloque sólido de acero.
-
Junto a la Sección 5 (Tabla de especificaciones): Muestra una superposición CAD técnica que muestra la dinámica del fluido interno de los canales de agua de enfriamiento conformes que envuelven la cavidad de una botella.
-
Dentro de la Sección 9 (Aplicaciones): Inserte una imagen de cuadrícula que muestre la progresión: un diseño CAD 3D de una botella, la cavidad del molde de acero mecanizado y el frasco cosmético de PETG final, impecable y transparente, producido a partir de él.
Productos complementarios relacionados
Para maximizar la eficiencia de sus nuevas herramientas premium, EVER-POWER ofrece un ecosistema completo de maquinaria avanzada. Nuestros moldes se complementan a la perfección con nuestra gama de herramientas de élite. Máquinas ISBM con servomotor completo (p. ej., EP-HGY150-V4-EV), que proporcionan la fuerza de sujeción precisa necesaria para proteger su inversión en moldes. Además, para aprovechar al máximo nuestros canales de enfriamiento conformal rápido, recomendamos encarecidamente integrar nuestros Enfriadores de agua industriales de circuito cerrado de alta capacidad de 1.0 Mpa y Gabinetes de control de temperatura de canal caliente de precisión.
Notas antialucinaciones
Las reducciones de tiempo de ciclo indicadas (por ejemplo, 20 por ciento) son estimaciones basadas en la comparación de los diseños de enfriamiento conforme EVER-POWER con moldes perforados rectos tradicionales que funcionan a temperaturas ambiente y capacidades de enfriador de agua idénticas.
La cavitación máxima (p. ej., más de 24 cavidades) está estrictamente limitada por las dimensiones físicas del plato y el volumen máximo de inyección de su máquina ISBM específica. Consulte con nuestro equipo de ingeniería los planos de su máquina para determinar el límite máximo exacto de cavidades.
Las estimaciones de vida útil del molde (3 a 5 millones de inyecciones) suponen el uso de resinas PET/PETG estándar no abrasivas y el estricto cumplimiento de los programas de lubricación diaria y mantenimiento preventivo recomendados.
Deje de permitir que los costos exorbitantes de herramientas propietarias retrasen el lanzamiento de su próximo producto. Contacte con EVER-POWER hoy. Envíe a nuestros ingenieros senior su diseño de botella 3D o una muestra física, y permítanos construir un molde ISBM personalizado de ultraprecisión y de primera clase que se adapte perfectamente a su maquinaria actual. Envíenos un correo electrónico a [email protected] para una consulta técnica gratuita, un análisis completo de compatibilidad de moldes y precios directos de fábrica altamente disruptivos.



























