
描述
EP-HGY200-V4 四工位注塑拉伸吹塑成型机 
EP-HGY200-V4 代表了重型 4 工位注塑拉伸吹塑成型 (ISBM) 技术的巨大飞跃。 集成三套高效伺服泵系统它完美地平衡了强大的机械动力和精准的数字控制。独立的温度调节站的加入,实现了对预成型件温度分布的无与伦比的控制,使其成为制造高异形化妆品罐、厚底香水瓶和大容量药品容器的理想解决方案。 可完美替代日本青木250系列机械,即插即用。EP-HGY200-V4 使全球制造商能够以远低于传统成本的价格实现一级生产质量。
-
强大的夹持力: 提供业界领先的 300 kN 注射夹紧力 以及250千牛的吹气夹紧力即使在最大注射量循环期间,也能确保模具零变形。
-
青木模具兼容性: 经过精心设计,可与日本Aoki 250系列模具100%兼容。为全球工厂提供无缝的设备过渡途径。
-
三伺服泵效率: 采用三套先进的伺服泵系统 配备 49.2 千瓦电机从而减少持续的能源消耗,并大幅降低电力运营成本。
-
重型建筑: 采用坚固的13吨钢制底盘 尺寸为 4800 毫米 x 2000 毫米 x 3800 毫米保证了极佳的减震性能和数十年的全天候连续运行寿命。
-
多功能注射能力: 适用于直径为 40 毫米至 60 毫米的螺丝。 理论上,注射体积可达480立方厘米。 并支持最大容量为 2500 毫升的瓶子.

价值主张
在厚壁和复杂几何形状中占据主导地位。 四工位架构在拉伸工序之前引入了专门的预成型坯温度调节阶段。这一关键步骤使操作人员能够对预成型坯施加不同的加热曲线,确保塑料均匀地流入方形、椭圆形或扁平瓶的尖角处。EP-HGY200-V4 消除了标准三工位机器常见的材料变薄和薄弱点问题,从而保证了高端化妆品包装拥有如玻璃般光滑的优质表面。
通过无缝整合实现战略性资本成本降低。 EP-HGY200-V4 的设计以国际操作兼容性为核心,可完美替代 Aoki 250 系列机器。包装制造商完全摆脱了购买全新专用模具的负担。通过将现有的日本模具直接导入EVER-POWER生态系统,工厂可以立即提升生产速度和能源效率,同时节省数十万美元的模具更新费用。
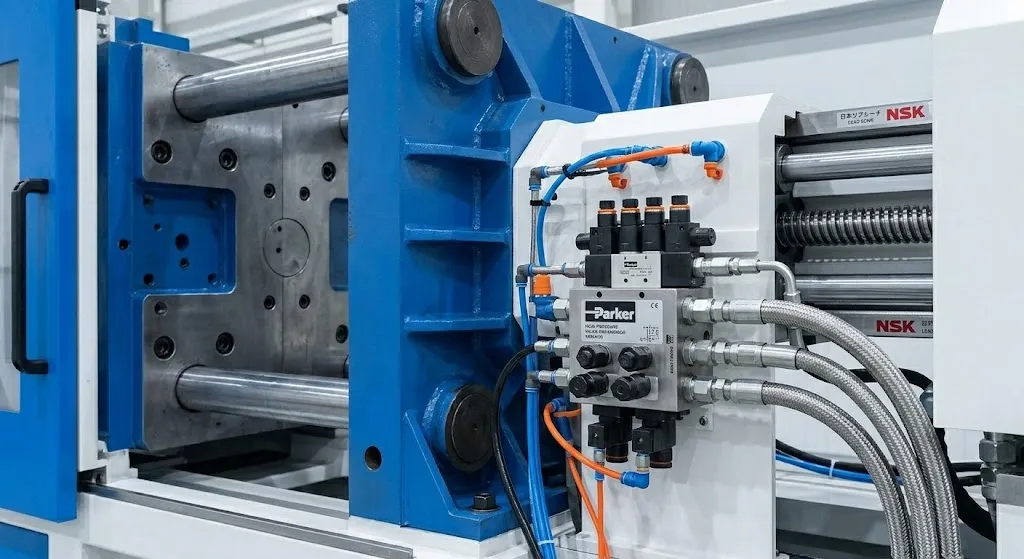
坚固的机械稳定性,实现高产量生产。 EP-HGY200-V4 的核心部件是一个重达 13 吨的加固底盘。 采用顶级液压和气动元件。 通过使用美国派克高压阀门 以及一套300千牛的注射夹紧系统 该机器能够轻松承受注入480立方厘米熔融PET所需的极高压力。这种绝对的刚性防止了模具的“呼吸”,从而确保了完美无瑕、不漏水的颈部螺纹,并且在成品上没有可见的分型线。
技术规格表(通用技术规格格式)
注:参数基于 EP-HGY200-V4 型号的已验证工程蓝图,为企业采购和工程团队提供关键数据。
| 规格项目 | 工程参数/组件详情 |
| 材料兼容性 | PET、PETG、PC、Tritan、PP |
| 螺丝直径选项 |
40毫米/50毫米/55毫米/60毫米 |
| 理论注射体积 |
188 立方厘米至 480 立方厘米 |
| 螺杆转速(RPM) |
150 至 270 转/分钟 |
| 注射夹紧力 |
300千牛 |
| 吹气夹紧力 |
250千牛(单侧) |
| 电机功率(三伺服系统) |
49.2千瓦 |
| 加热功率 |
15千瓦(纳米远红外) |
| 吹气压力 |
2.0 – 3.5 兆帕 |
| 冷却水压力 |
0.4 – 0.6 兆帕 |
| 油冷却器水压 |
0.3 – 0.4 兆帕 |
| 控制系统/PLC |
Inovance / MIRLE PLC |
| 高压阀 |
派克(美国) |
| 液压控制阀 |
油研(台湾) |
| 机器尺寸(长*宽*高) |
4800 毫米 x 2000 毫米 x 3800 毫米 |
| 机器重量 |
13吨 |
| 最大瓶容量 |
2500毫升 |
兼容性及替换表
EVER-POWER ISBM 解决方案旨在打破昂贵的西方和日本专有制造生态系统的垄断。
| 目标替换品牌/系列 | EVER-POWER 等效物 | 兼容性及匹配细节 |
| 青木250系列替代产品 | EP-HGY200-V4 |
与日本Aoki 250系列模具100%兼容拉杆间距、行程尺寸和安装板与传统的日本参数完全匹配。 |
| ASB中吨位船的替代品 | EVER-POWER V4系列 | 可定制注塑喷嘴对准和法兰接口,以支持标准 ASB 模座,确保快速生产过渡。 |
| 欧洲4站ISBM | EP-HGY200-V4 |
配备 49.2 千瓦三伺服泵系统,性能优于传统的欧洲型号在大幅降低电力消耗的同时,实现相同或更高的吞吐量。 |
行业标准一致性(ISO/DIN)

ISO 9001 和 ISO 14001 质量管理体系。 EP-HGY200-V4 的生产符合严格的 ISO 认证标准,确保每个结构焊缝和液压回路的绝对可追溯性。 13吨重型框架 经过广泛的有限元分析 (FEA),以确保在高压、全天候 (24/7) 的生产环境中运行安全和使用寿命。
全球零部件标准化(DIN/JIS)。 为确保全球可维护性,EVER-POWER 采用国际标准化的组件。 YUKEN的液压压力控制阀 以及美国派克公司的高压气动系统 严格遵守 ISO 流体动力标准。此外,采用日本 NSK 丝杠确保符合 JIS 标准的微精度,使世界各地的维护团队都能轻松采购备件。
综合应用场景(知识块)

厚壁高档化妆品罐。 高端化妆品市场需要一种既能模仿玻璃的厚重感、绝对透明度和高级质感,又能避免玻璃易碎和运输成本的包装。EP-HGY200-V4 采用四工位工艺,可精确控制预成型坯的温度,从而吹制出超厚的 PETG 基材。 300 kN 注射夹紧力 确保罐颈螺纹完美成型,可适配高档密封盖。
不对称椭圆形个人护理瓶。 标准圆柱形瓶的生产相对简单,但扁平、椭圆形或轮廓尖锐的洗发水瓶和乳液瓶往往存在边缘壁厚不均匀的问题。EP-HGY200-V4 的专用温控工位可对预成型坯的特定区域进行差异化加热。这确保塑料能够均匀地延展到模具的复杂边角处,从而通过全球快速消费品品牌所要求的严格跌落冲击测试。
无菌药品和医疗容器。 医用糖浆、眼药水瓶和药丸容器需要绝对的屏障完整性,以保护敏感内容物免受潮气和氧化的影响。 300 kN 注射夹紧力 瓶颈处形成完美密封、防漏的螺纹。一步式闭环无菌工艺可防止注射和吹塑阶段之间的空气污染,完全符合全球药典包装标准。
优质食品和香料罐。 用于盛装花生酱、高级香料和蜂蜜的宽口罐需要相当厚的壁厚,以防止氧气进入并在堆叠过程中保持结构完整性。 最大理论注入量为 480 立方厘米EP-HGY200-V4 注塑机可轻松注塑出重型食品罐所需的巨型预成型件。双轴拉伸工艺可重新排列 PET 聚合物链,从而显著提高容器的拉伸强度和阻隔性能。
不含双酚A的婴儿奶瓶(Tritan/PP)。 专为婴幼儿设计的产品必须严格不含双酚A (BPA),并且非常耐用。像Tritan和聚丙烯(PP)这样的材料,其加工温度范围非常窄。 先进的MIRLE/Inovance PLC控制系统 以及15千瓦纳米远红外加热环 保持精确的桶温,防止聚合物降解或泛黄,从而生产出生物安全、晶莹剔透、不易碎裂的婴儿奶瓶。
农用化学品和家用洗涤剂包装。 用于盛装强力清洁剂、杀虫剂和精油的瓶子需要极高的结构刚性和抗应力开裂性。 EP-HGY200-V4 在 250 kN 拉伸-吹塑阶段能够完美地排列分子结构。显著提高了容器壁的耐化学腐蚀性。这确保了强溶剂不会在较长的保质期内对包装造成损害。
知识
四站式ISBM导弹的战略优势是什么?
四工位吹塑机在初次注塑和最终吹塑阶段之间增加了一个至关重要的“温度调节”步骤。标准的三工位吹塑机仅依靠注塑过程产生的余热,而四工位设计则允许机器选择性地加热或冷却坯体的特定区域。这种精确的温度控制对于吹制高质量的非圆形瓶(例如椭圆形或方形)或底部极厚的化妆品罐至关重要,能够确保材料分布完全均匀。
为什么 300 KN 的注射夹紧力至关重要? 注塑阶段是将熔融塑料以巨大的压力注入模具,形成瓶坯和复杂的瓶螺纹。 高达 300 千牛的夹紧力 确保厚重的钢模两半在如此巨大的内部压力下仍能紧密锁紧。这可以防止熔融塑料从接缝处溢出(飞边),从而保证瓶颈螺纹完美成型、尺寸精确且完全不漏水。
三伺服泵系统如何最大化投资回报率? 传统可变排量液压泵持续运转,不断消耗电力并产生过多的热量。 EP-HGY200-V4 采用先进的 49.2 千瓦三伺服泵系统 它完全按需运行。仅在注塑和夹紧阶段提供高转速,在冷却阶段则降至接近零转速。这种高度智能化的电源管理可将电力消耗降低高达 40%,每年为包装厂节省数万美元的电力运营成本。
哪些人应该投资EP-HGY200-V4? 为高端化妆品、药品和食品行业提供包装的中大型企业是理想的应用对象。特别是目前使用老旧、低效日本设备的厂商,更应投资EP-HGY200-V4。 因为它与Aoki 250系列模具完全兼容这些公司可以重复利用现有的工具,同时立即提升生产速度、能源效率和数字控制能力。
冷却系统应在何处进行校准才能达到最佳输出? 为了保持全天候高速运行,操作人员必须仔细监控两个不同的工业冷却回路。 主模具冷却水压力必须严格保持在 0.4 至 0.6 MPa 之间。 确保塑料快速固化。 同时,液压油冷却器水压必须维持在0.3至0.4兆帕。 防止流体劣化,并在数百万次循环中保持液压油的粘度。
纳米远红外加热环何时需要检查? 15千瓦纳米远红外加热环 注射筒上的加热带经过精心设计,具有极高的耐用性和卓越的热效率。在正常的全天候运行条件下,其使用寿命远超传统的陶瓷加热带。应每半年进行一次常规热成像检查,以确保均匀的热量分布。通常只需每 3 至 5 年更换一次,从而大幅减少与维护相关的停机时间。
质量检验和工厂实力
详尽的100项质量控制工作流程。 每台 EP-HGY200-V4 机器在离开 EVER-POWER 工厂之前都要经过严格的质量保证程序。 这包括一项持续72小时的高压测试,以验证美国派克阀门的完整性。 以及300 kN注射夹紧机构. 我们采用数字激光对准技术,以确保 600 毫米上模行程和 350 毫米下模行程的精确性。 以绝对微毫米级的精度运行,保证零公差偏差。
EVER-POWER 无与伦比的制造实力。 作为一家领先的制造商,EVER-POWER 致力于在卓越的重型工程技术和无与伦比的成本效益之间取得完美平衡。我们采用与西方顶级品牌完全相同的顶级组件(Inovance PLC、YUKEN 液压系统、Parker 阀门)。 然而,我们垂直整合的制造流程使我们能够提供13吨的EP-HGY200-V4型起重机。 成本仅为同类产品的一小部分。我们是拥有多项国家级先进吹塑成型技术专利的创新者。
全面的全球售后和数字化支持。 我们对国际客户的承诺远不止于销售环节。我们提供全天候远程技术支持,并随时派遣资深工程师前往全球各地进行现场调试和培训。我们利用庞大的供应链,保证备件的快速供应,确保您的生产线不会长时间停工,从而最大限度地提高您的运营效率和盈利能力。
真实客户评价
客户评价1:美国完美模具过渡
“我们在新泽西州生产高端化妆品包装,并运营着大量老旧的日本ISBM注塑机。升级改造的报价高得惊人。我们最终选择与EVER-POWER合作,是因为EP-HGY200-V4可以直接替代我们现有的Aoki 250系列模具。它运行完美。我们把现有的模具装进去,机器第一天就生产出了完美的厚壁PETG罐。节省的资金非常可观,而且300KN的锁模力非常稳定。” Michael H.,工程总监,美国。
见证2:征服泰国复杂形状
“我们的高端水疗中心客户需要形状高度规整、不对称的乳液瓶。我们标准的3工位机器无法将塑料均匀地分布到椭圆形边缘,导致次品率过高。EP-HGY200-V4上的专用温控工位彻底解决了这个问题。现在我们能够完美控制瓶壁厚度。这台13吨重的机器极其稳定,而且Inovance PLC对我们的现场工作人员来说非常直观易用。” Siri W.,工厂经理,泰国。
证言3:在俄罗斯的重型作业性能
“我们在圣彼得堡运营工厂,因此需要极其坚固耐用且完全独立于不稳定的西方供应链的设备。13吨的EP-HGY200-V4绝对是我们的得力助手。我们用它来生产大批量的药品包装容器。300千牛的夹紧力确保了我们瓶子的螺纹符合医疗精度标准,并且完全防漏。EVER-POWER的远程支持非常出色,指导我们完成了整个安装过程。” 伊万·K,俄罗斯运营主管。
案例四:德国大幅降低能源成本
“由于欧洲能源价格处于历史高位,我们不得不更换连续式液压吹塑机。EP-HGY200-V4 配备的 49.2 千瓦三伺服泵系统显著降低了我们的能耗。此外,15 千瓦纳米远红外加热环能够更快地加热料筒,并更好地保持温度。我们实现了符合 CE 标准的安全性,并实现了惊人的节能效果,同时丝毫没有牺牲我们高端产品线的品质。” Lars M.,生产主管,德国。
客户评价 5:南非的终极可扩展性
“我们为开普敦的食品饮料行业提供多样化的包装解决方案。EP-HGY200-V4 能够切换 40 毫米和 60 毫米的螺旋输送器,这为我们提供了极大的生产灵活性。我们既可以生产最大容量为 2500 毫升的水瓶,也可以无缝切换到广口调料罐。这台机器性价比极高,使我们能够击败那些依赖昂贵欧洲设备的本地竞争对手。” David B.,首席执行官,南非。
安装与设置指南(兼容 HowTo Schema)

第一步:拆箱和结构定位。 EP-HGY200-V4 是一款重达 13 吨的重型设备。确保工厂地面经过充分加固,以支撑这一重量。 使用经认证的工业龙门起重机吊装并定位尺寸为 4800 毫米 x 2000 毫米 x 3800 毫米的单元。将机器放置在重型防震调平支架上,并使用精密激光水平仪确保绝对水平对齐。
步骤 2:连接工业公用设施。 连接 370-400V 三相主电源 连接到机器的主电气柜,确保严格遵守当地的接地规程。 连接高压空气压缩机管路,确认吹气压力稳定在 2.0-3.5 MPa。. 连接工业冷水机组的水管,确保模具冷却压力为 0.4-0.6 MPa 液压油冷却器压力为 0.3-0.4 MPa.
步骤 3:工具和模具安装。 小心地安装注塑模具、温度调节罐、吹塑模具和取出模具。 使用 Inovance PLC 触摸屏上的手动微调功能 缓慢降低 600 毫米上行程。验证导向销是否完全对齐,转盘旋转时是否没有任何机械干涉。
步骤 4:热校准。 开启15千瓦纳米远红外加热器将树脂(例如 PETG 或 Tritan)所需的具体熔融温度输入 PLC。让集成温度控制系统稳定热流道歧管至少 45 至 60 分钟,以确保注射前熔体粘度均匀。
步骤 5:生产试运行和工艺调整。 进行无物料机械空转,以验证三伺服泵系统的同步性。确认运行平稳后,引入塑料树脂原料。分析首批吹塑瓶。在开始连续全自动批量生产前,微调温度控制站参数,消除壁厚不一致的问题。
常见问题解答 (FAQ)
1. 为什么我应该选择四工位机器而不是三工位机器?
四工位机器包含一个专用的温度调节工位。如果您生产非圆形(椭圆形、方形)瓶子或厚壁化妆品罐,这一点至关重要,因为它可以对瓶坯进行精确的差异化加热,从而确保吹塑阶段塑料分布均匀。
2. EP-HGY200-V4 真的与日本 Aoki 模具兼容吗? 是的。 该机器在结构设计上与日本Aoki 250系列模具完全兼容。拉杆间距和行程尺寸使其成为完美的、经济高效的替代品,可保护您现有的工具投资。
3. 该模型的最大理论注射量是多少? 根据所选螺钉直径(范围从 40 毫米到 60 毫米)的不同而有所差异。 ),EP-HGY200-V4 的最大理论注射量可达 480 立方厘米。因此,它非常适合用于重型预成型件和广口瓶。
4. 24/7 全天候运行需要哪种类型的冷却系统? 该机器需要一台外部工业水冷机,能够提供压力稳定在 0.4 至 0.6 MPa 的冷却水。 模具采用单独的专用管线,液压油冷却器则使用一条独立的专用管线,压力维持在 0.3 至 0.4 MPa。.
5. EP-HGY200-V4 的总功率需求是多少? 该机器需要的总功率为 59.2 千瓦。 其分配在高效的 49.2 千瓦三伺服电机系统中 以及10-15千瓦纳米远红外加热系统.
6. 它能生产的最大瓶装容量是多少? EP-HGY200-V4 能够生产超大容量容器,最大瓶装容量可达 2500 毫升。完美契合饮料和散装食品包装行业的需求。
7. 如何保证领口螺纹的绝对质量? 该机器拥有高达 300 KN 的注塑夹紧力。 确保模具的颈环在极高压注射阶段紧密贴合,完全防止塑料泄漏,形成完美、无飞边的螺纹。
8. 这台机器的物理尺寸和重量是多少? EP-HGY200-V4 是一款重型工业设备,重达 13 吨。 整体物理尺寸为长4800毫米、宽2000毫米、高3800毫米。.
9. 这台机器可以加工优质PETG材料吗?
是的,EP-HGY200-V4 针对 PET、PETG、PC 和 Tritan 材料的加工进行了高度优化,使其成为生产高透明度、优质化妆品和婴儿护理包装的理想技术平台。
10. 你们是否为我们的操作员提供安装培训?
当然。我们提供全面的电子版手册、电路图、视频教程,并可派遣我们的资深工程师直接前往您的工厂,进行全面的现场调试和操作人员实践培训。
多模式投放建议
-
以下是第二部分(人工智能摘要): 插入一张广角、光线充足的摄影棚照片,展示重达 13 吨的 EP-HGY200-V4 机器,突出其坚固的 4 工位转盘布局和安全外壳。 (替代文字:EP-HGY200-V4 四工位一步式注塑拉伸吹塑成型机概述)
-
第 4 部分(价值主张): 嵌入一段动画 CAD 视频,演示预成型件从注塑站移动到温度调节站的过程,直观地说明差异加热过程。
-
第 5 部分(规格表)旁边: 展示一张 300 KN 注射夹紧机构和美国派克高压阀歧管的特写高分辨率照片。
-
第 9 部分(应用)内页: 插入一张高质量的网格图像,展示各种优质包装:机器生产的椭圆形 PETG 乳液瓶、厚底高档化妆品罐和 2500 毫升大口食品容器。
相关互补产品
为了构建高效、全自动的包装生产线,EVER-POWER 提供一套全面的兼容外围设备。我们强烈建议将我们的产品与 EP-HGY200-V4 一起集成使用。 精密定制ISBM模具经过专门设计,可最大限度地发挥机器 300 KN 的夹紧力。此外,我们还提供 高效闭式循环工业水冷机, 无油高压空气压缩机(3.5兆帕), 和 自动化机器人包装臂 确保无缝衔接、零浪费的制造生态系统。
抗幻觉笔记
技术参数,例如最大理论注射量(188-480 立方厘米)和特定瓶子重量,很大程度上取决于所选螺杆直径和所用原料树脂的特性粘度。请务必向我们的工程团队提供您所使用的具体材料数据表。
为了与日本 Aoki 250 系列模具兼容,我们的工程团队需要对您原有的模具蓝图进行精确验证,以确保在制造之前法兰和喷嘴完美对齐。
节能计算基于与在标准工厂环境条件下运行的传统连续运行液压ISBM机器的直接对比测试。
准备好用复杂、类似玻璃的塑料容器称霸高端包装市场,同时大幅降低能源成本了吗? 立即联系EVER-POWER。 让我们经验丰富的工程师为您配置完美的 EP-HGY200-V4 ISBM 解决方案,无缝替换您的老旧设备,降低生产成本。请发送电子邮件至[电子邮件地址]。 [email protected] 提供全面的技术咨询、模具兼容性检查和工厂直销价格。



























