Beskrivning
Anpassade enstegsinjektionsformar för sträckblåsning
Grunden för all högavkastande formsprutnings- och sträckblåsningsprocess (ISBM) är verktygens absoluta precision. EVER-POWER erbjuder kompletta nyckelfärdiga formdesign- och tillverkningstjänster och tillhandahåller ISBM-formar i världsklass som dikterar den slutliga optiska klarheten, väggtjockleken och fallmotståndet för dina PET-, PETG- och Tritan-behållare. Med hjälp av avancerad 5-axlig CNC-bearbetning och fluiddynamiska kylsimuleringar är våra formar konstruerade för att accelerera termisk extraktion, vilket minskar maskinens totala cykeltider. EVER-POWER-formarna är utformade som perfekta plug-and-play-ersättare för OEM-verktyg på japanska och västerländska maskiner och ger globala tillverkare möjlighet att lansera komplexa förpackningsdesigner snabbt utan oöverkomliga kapitalutgifter.
-
Premiummetallurgi: Tillverkad av mycket hållbart rostfritt stål S136 eller NAK80 för hålrum och kärnor, vilket uppnår en ythårdhet på HRC 48-52 för miljontals underhållsfria cykler.
-
Universell kompatibilitet: Flänsar, avstånd mellan dragstänger och munstyckens gränssnitt är specialkonstruerade för att perfekt passa EVER-POWER-maskiner, såväl som äldre japansk (ASB, Aoki) och europeisk ISBM-utrustning.
-
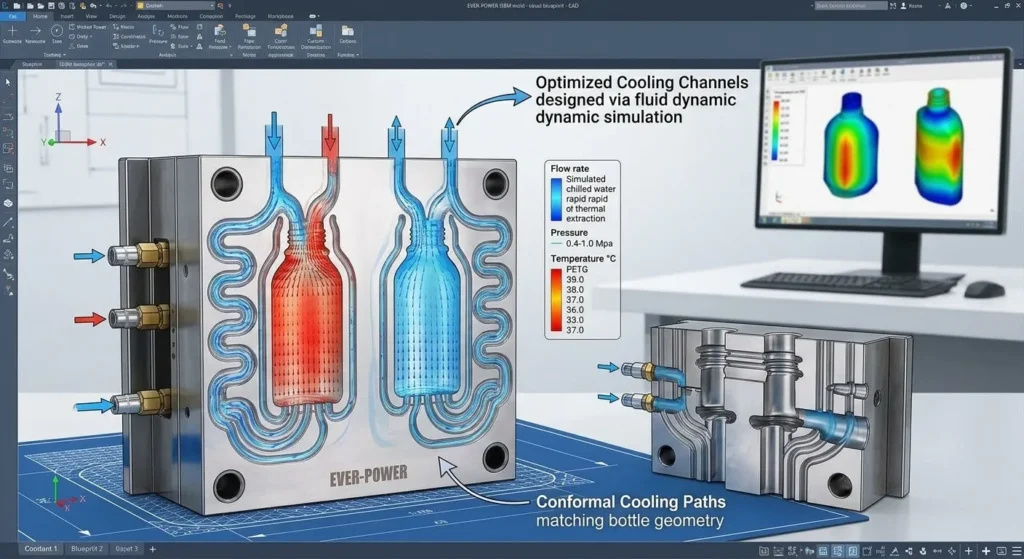
Optimerade kylkanaler: Har konforma kylvattenkanaler utformade via fluiddynamisk simulering, vilket möjliggör snabb termisk extraktion (0,4–0,6 MPa vattentryck) för att avsevärt förkorta cykeltiderna.
-
Optisk polering: Hålrummen genomgår noggrann handpolering med diamantpasta för att uppnå en extrem ytjämnhet på Ra 0,05, vilket ger glasliknande transparens för kosmetiska PETG-burkar.
-
Dynamisk kavitation: Kapabel till mycket komplexa konfigurationer, från massiva bulkcontainerformar med 2 kaviteter till ultrahögavkastande flaskuppsättningar för hotellbekvämligheter med 24 kaviteter.

Värdeerbjudande
Oöverträffad optisk klarhet och estetisk perfektion. Kosmetik- och premiumdrycksindustrin kräver förpackningar som felfritt imiterar glasets vikt och transparens. EVER-POWER ISBM-formar uppnår detta genom intensiv metallurgisk urval och rigorösa handpoleringstekniker. Genom att använda högkvalitativt S136 rostfritt stål, polerat till en spegelblank yta, eliminerar vi mikroskopiska ytskador på formväggen. Detta säkerställer att det blåsta PET- eller PETG-materialet kommer ut med absolut, kristallklar transparens, helt fritt från grumlighet, dragmärken eller synliga skiljelinjer, vilket höjer ditt varumärkes närvaro i detaljhandeln.
Drastisk cykeltidsreduktion via konformkylning. Tid är den dyraste varan inom industriell plasttillverkning. Vårt ingenjörsteam använder avancerad termodynamisk programvara för att designa konforma kylkanaler som noggrant följer de komplexa geometriska konturerna för just din flaskdesign. Genom att upprätthålla ett mycket effektivt flöde av 0,4 till 1,0 MPa kylt vatten direkt intill den heta plasten, extraherar våra formar latent värme upp till 20 procent snabbare än traditionella rakborrade kyllinjer. Detta accelererar plastens stelningsfas, vilket minskar de totala cykeltiderna och ökar din dagliga timproduktion avsevärt.
Kostnadseffektivt oberoende från egna OEM-tillverkare. Historiskt sett krävdes orimliga påslag från OEM för att köpa nya eller ersättningsgjutformar till japanska eller europeiska ISBM-maskiner. EVER-POWER befriar globala tillverkare från dessa restriktiva leveranskedjor. Vi bakåtkonstruerar de specifika monteringsplattorna, slagdjupen och de pneumatiska gränssnitten för era befintliga maskiner. Detta gör att vi kan leverera helt kompatibla drop-in-ersättningsgjutformar i världsklass till en bråkdel av kostnaden, vilket avsevärt accelererar er avkastning på investeringen (ROI) för nya produktlanseringar.
Tabell över tekniska specifikationer (universellt tekniskt specifikationsformat)
Obs: Parametrarna är baserade på verifierade EVER-POWER verktygsstandarder, som tillhandahåller viktiga metallurgiska och geometriska data för företagens upphandlingsteam.
| Specifikationsartikel | Tekniska parametrar/komponentdetaljer |
| Kompatibla material | PET, PETG, PC, Tritan, PP, PMMA, PS |
| Kärn-/kavitetsmaterial | S136 / NAK80 Rostfritt stål / Aluminium 7075 |
| Formbasmaterial | P20 / 45# Högkolstål |
| Materialhårdhet | HRC 48–52 (efter vakuumkylning) |
| Ytpoleringskvalitet | Ra 0,05 (SPI A-1 optisk spegelfinish) |
| Kavitationsområde | 1 till 24+ håligheter (anpassningsbara) |
| Kylvattentryck | 0,4–1,0 MPa |
| Högtrycksluftgränssnitt | 2,0–4,0 MPa (kompatibel) |
| Noggrannhetsklass | DIN 6 / ISO 7 / Toleranser upp till ±0,01 mm |
| Driftstemperaturintervall | Kylt vatten (10°C) till varmkanal (280°C) |
| Standarder för halsfinish | PCO 1881, 28mm, 38mm, Anpassad Snap-On |
| Beräknad livslängd | Minst 3 000 000 till 5 000 000 skott |
| Flänsstandarder | JIS-, DIN- och ANSI-kompatibel |
| Formvikt | Varierar beroende på kavitation (vanligtvis 300 kg – 1500 kg) |
Kompatibilitets- och ersättningstabell
EVER-POWERs specialanpassade ISBM-formar är konstruerade för att överbrygga klyftan mellan olika globala maskinplattformar, vilket säkerställer maximal driftsflexibilitet.
| Target-ersättningsmaskin | EVER-POWER Verktygskapacitet | Kompatibilitet och matchningsdetaljer |
| EVER-POWER / BPET-serien | Fullständigt register (3, 4 och 6 stationer) | Integrerad. Perfekt anpassad till våra servoklämningsprofiler (50 KN till 400 KN) och munstycken för varmkanalsrör. |
| Japansk ASB-serie (t.ex. 12M, 70DPH) | Anpassade ASB-kompatibla formar | Exakt replikering av ASB-kopplingsavstånd, monteringsgängor och insprutningsmunstyckens gränssnitt för äkta plug-and-play-drift. |
| Japansk Aoki-serie (t.ex. 250) | Anpassade Aoki-kompatibla formar | Noggrant konstruerade halsringar och konditioneringskärnor för att matcha Aokis distinkta direktvärmebehandlingsarkitektur. |
Anpassning av branschstandarder (ISO/DIN)
Stränga DIN- och JIS-standarder för metallurgi. En forms livslängd och prestanda dikteras av stålets renhet. EVER-POWER använder internationellt certifierade stålkvaliteter. Vi använder rostfritt stål S136 (motsvarande DIN 1.2083) och NAK80 (JIS-standard) för kritiska kärn- och kavitetskomponenter. Dessa material har exceptionella korrosionsskyddande egenskaper mot PVC- och PET-avgasning, vilket garanterar att formens strukturella integritet och optiska polering behålls under miljontals cykler.
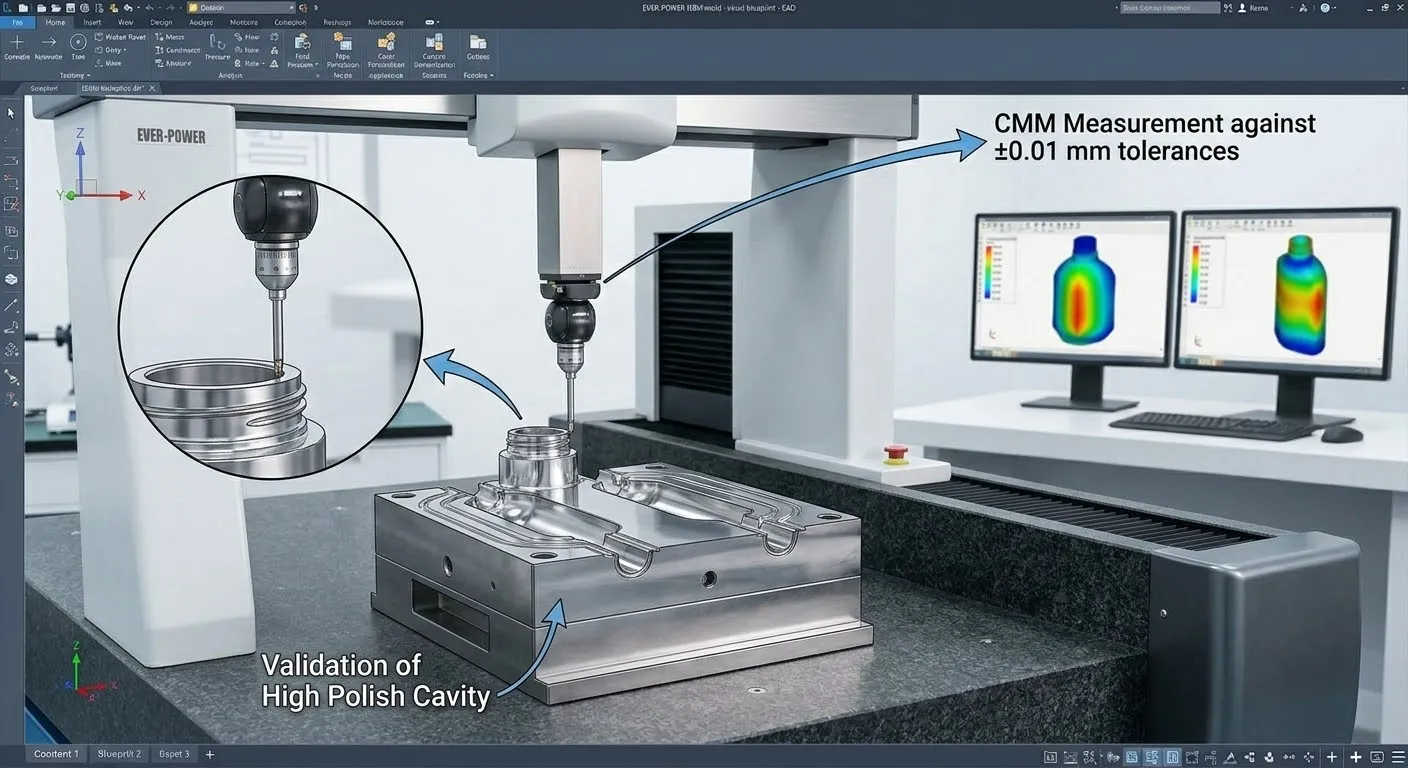
ISO 9001 precisionsbearbetning. Varje gjutformsbas, varmkanalsgrenrör och halsring tillverkas enligt strikta ISO 9001-kvalitetsledningssystem. Vi använder 5-axliga CNC-bearbetningscentra och koordinatmätmaskiner (CMM) för att säkerställa att dimensionstoleranserna hålls på ±0,01 mm. Denna extrema noggrannhetsklass är obligatorisk för att förhindra plastflashing vid delningslinjerna under 300+ KN injektionsklämkraft.
Omfattande applikationsscenarier

Lyxiga kosmetikaburkar med kraftiga väggar. Premium ansiktskrämer kräver förpackningar som efterliknar glasets tunga vikt och ljusbrytande genomskinlighet. EVER-POWER specialformar är konstruerade med överdimensionerade injektionsportar och högpolerade hålrum i S136-stål (Ra 0,05). Detta säkerställer att den smälta PETG-vätskan flyter smidigt in i burkens tjocka botten utan att skapa flödesmärken eller mikrobubblor, vilket ger en felfri och lyxig estetik som lyfter exklusiva kosmetikamärken.
Komplexa asymmetriska lotionflaskor. Platta, ovala eller skarpt konturerade schampoflaskor är notoriskt svåra att blåsa utan att tunna ut plasten i de extrema hörnen. Vårt ingenjörsteam använder avancerad finita elementanalys för att kartlägga de exakta sträckningsförhållandena som krävs för asymmetriska konstruktioner. Vi bearbetar sedan anpassade temperaturkonditioneringskärnor som tillämpar differentiell uppvärmning, vilket säkerställer att plasten sträcks jämnt in i formens skarpaste hörn utan att misslyckas med fall- och stöttester.
Sterila farmaceutiska ögondroppar och siraper. Medicinska förpackningar kräver absolut måttprecision för att säkerställa att manipulationssäker försegling och barnsäkra lock fungerar korrekt. Våra formar har halsringar som är bearbetade till en tolerans på ±0,01 mm enligt strikta ISO 9001-protokoll. Denna extrema noggrannhet garanterar perfekt tätade, läckagesäkra skruvgängor. Den vakuumhärdade konstruktionen i rostfritt stål säkerställer att formarna tål steril rengöring i renrum utan att korrodera.
Bredöppnad burk för livsmedel och kryddor. Burkar för jordnötssmör, gourmetkryddor och sportnäringspulver kräver massiva halsdiametrar (upp till 140 mm) och tjocka väggar för att förhindra syreintrång. EVER-POWER kraftiga formar är byggda med robusta P20-formbaser för att motstå de 400 kN klämkrafter som krävs för bulkinjektion. De konforma kylkanalerna är specifikt dirigerade för att snabbt extrahera värme från den tjocka halsytan, vilket förhindrar krympning efter utstötning.
BPA-fria amningsflaskor för spädbarn (Tritan/PP). Bearbetning av avancerade, temperaturkänsliga material som Tritan kräver en felfri design av varmkanalsflaskor. Om plast stagnerar i grenröret bryts den ner och frigör farliga biprodukter. EVER-POWER nappflaskformar har hydrodynamiskt balanserade varmkanalssystem som eliminerar döda punkter. Detta säkerställer att Tritan-smältan förblir perfekt homogeniserad, vilket resulterar i biologiskt säkra, mycket transparenta och splittersäkra nappflaskor.
Förpackningar för jordbrukskemikalier och hushållstvättmedel. Flaskor som används för aggressiva rengöringsmedel och bekämpningsmedel kräver extrem strukturell styvhet och motståndskraft mot spänningssprickor. Våra blåsgjutformar är utformade för att optimera den biaxiella sträckningsfasen, vilket tvingar PET-molekylkedjorna till perfekt inriktning. Dessutom kan vi gravera anpassade ribbade strukturer i formhålan, vilket avsevärt ökar den vertikala krossmotståndet hos den slutliga behållaren för säker palltransport.
Kunskap
Vad gör S136- och NAK80-stål till det optimala valet för ISBM-formar?
S136 och NAK80 är högraffinerade, förhärdade rostfria stål. De har exceptionella korrosionsskyddande egenskaper och enastående polerbarhet. I ISBM är PET-flaskans klarhet en direkt reflektion av formens yta. Dessa stål kan diamantpoleras till en spegelblank yta (Ra 0,05) och bibehålla den finishen under miljontals cykler utan gropfrätning eller rost från kondensation i kylvattnet, vilket säkerställer långsiktig optisk perfektion.
Varför är konformkylning överlägsen traditionella borrade kylledningar?
Traditionella kylkanaler borras i raka linjer, vilka inte effektivt kan nå de komplexa kurvorna hos en asymmetrisk flaska, vilket lämnar "heta punkter" som orsakar krympning. Konforma kylkanaler är avancerade banor som följer formhålighetens exakta 3D-kontur. Denna enhetliga termiska extraktion kyler plasten mycket snabbare och jämnare, vilket minskar cykeltiderna med upp till 20 procent och eliminerar praktiskt taget skeva flaskor.
Hur säkerställer EVER-POWER att formarna passar befintliga japanska maskiner?
När man byter ut en ASB- eller Aoki-form är precision allt. Vårt ingenjörsteam behöver tekniska ritningar över din maskins avstånd mellan dragstänger, plattans dimensioner och munstyckets radie. Vi omkonstruerar sedan formens bas och anpassar monteringsflänsarna och slaglängderna så att de perfekt matchar din äldre utrustning. Detta garanterar en äkta plug-and-play-installation utan kapning eller svetsning på fabriksgolvet.
Vem bör investera i EVER-POWER specialformar?
Alla förpackningstillverkare som vill lansera en ny flaskdesign, utöka kapaciteten eller ersätta slitna OEM-verktyg bör investera i EVER-POWER-formar. Specifikt företag som lider av de orimliga verktygskostnaderna och långa ledtiderna hos västerländska och japanska proprietära tillverkare kommer att finna att våra specialanpassade formar är en enorm ekonomisk lättnad, vilket möjliggör snabbare och mer lönsamma produktlanseringar.
Var måste temperaturerna för Hot Runner kalibreras?
Varmkanalröret är den kritiska artären i formsprutningsformen. Operatörer måste kalibrera PID-temperaturregulatorerna för att matcha den exakta smältpunkten för det specifika hartset (t.ex. 280 °C för PET). EVER-POWER varmkanalsystem använder mycket känsliga termoelement för att upprätthålla absolut termisk stabilitet över alla munstycken, vilket säkerställer enhetlig smältviskositet oavsett om man injicerar en form med 1 eller 24 håligheter.
När bör mögelunderhåll utföras för att säkerställa lång livslängd?
Även om våra formar är klassade för upp till 5 000 000 sprutor är regelbundet underhåll avgörande. Dagligen bör operatörer inspektera kylledningarna för kalkavlagringar och kontrollera om det finns vattenläckor. Månatligen bör styrstiften och utstötningsmekaniken smörjas med högkvalitativt, livsmedelssäkert fett. Halvårsvis bör de spegelpolerade håligheterna rengöras noggrant med specialiserade lösningsmedel för att avlägsna eventuella mikrorester från PET-avgasning.
Kvalitetsinspektion och fabrikens styrkor
Uttömmande CMM- och flödestestningsarbetsflöden. En form är bara så bra som dess slutliga måttnoggrannhet. På EVER-POWER genomgår varje bearbetad komponent en rigorös inspektion med hjälp av 3D-koordinatmätmaskiner (CMM) för att verifiera toleranser ner till ±0,01 mm. Före leverans utför vi omfattande vattenflödes- och trycktester upp till 1,0 MPa för att garantera noll läckage i de konforma kylkretsarna, vilket säkerställer omedelbar tillförlitlighet vid installation.
EVER-POWERs oöverträffade CNC-tillverkningsförmåga. Som en ledande tillverkare av källmaterial har vi en massiv anläggning utrustad med avancerade 5-axliga CNC-fräscentra, precisionsgnistningsavbitare (Electrical Discharge Machining) och djuphålsborrutrustning. Denna vertikala integration gör det möjligt för oss att kontrollera varje steg i den metallurgiska processen. Vi levererar verktyg av högsta kvalitet inom flyg- och rymdteknik till en bråkdel av kostnaden och ledtiden för traditionella europeiska formtillverkare.
Omfattande global design- och driftsättningssupport. Vårt engagemang sträcker sig långt bortom bearbetning av stål. Vi erbjuder fullständig 3D-flaskdesign och prototypframställning. När formen har levererats tillhandahåller vi omfattande installationsscheman och erbjuder digital fjärrhjälp. För mycket komplexa system med flera kaviteter skickar vi gärna våra seniora verktygsingenjörer globalt för att övervaka installationen, termisk kalibrering och den inledande torrkörningstestningen i er anläggning.
Autentiska kundomdömen
Referens 1: Att bryta OEM-monopolet i USA
”Vi använder flera japanska ISBM-maskiner i Ohio. När vi behövde en ny flaskdesign offererade OEM:n astronomiska verktygskostnader med en ledtid på 6 månader. Vi bytte till EVER-POWER specialformar. De reverse-engineerade våra ASB-12M-formplattor perfekt. Den nya S136-stålformen fungerade perfekt, kyleffektiviteten är faktiskt bättre än originalet, och vi sparade över 50 procent på kapitalkostnader.” – Michael H., teknisk chef, USA.
Referens 2: Att uppnå optisk perfektion i Thailand
”Våra kunder inom lyxkosmetik är otroligt noggranna med skiljelinjer och grumlighet på sina tjockväggiga PETG-burkar. EVER-POWER tillverkade en specialanpassad 4-stationsform åt oss. Deras diamantpolering av hålrummen är helt enkelt spektakulär. Burkarna kommer ut och ser exakt ut som tungt kristallglas. Den konforma kylningen minskade också vår cykeltid med 2 sekunder, vilket kraftigt ökade vår dagliga produktion.” – Siri W., fabrikschef, Thailand.
Referens 3: Obrutna leveranskedjor i Ryssland
”Vi var verksamma i Moskva men förlorade tillgången till våra europeiska gjutformsleverantörer för våra läkemedelslinjer. EVER-POWER gick in och tillhandahöll fullständig säkerhet i leveranskedjan. De designade en ögondroppsampull med 10 håligheter som passade våra äldre maskiner felfritt. Toleransen på ±0,01 mm på halsringarna säkerställer absolut läckagesäkra tätningar för våra medicinska kunder. Deras tekniska support är absolut förstklassig.” – Ivan K., verksamhetschef, Ryssland.
Referens 4: Högavkastande produktion av bekvämligheter i Tyskland
”Vi behövde skala upp vår hotellproduktion till en uppställning med 24 kaviteter. Att hantera balansen mellan varmkanal och 24 små kaviteter är extremt svårt. EVER-POWERs ingenjörer har träffat den termiska dynamiken perfekt. Varje 30 ml-flaska fylls perfekt utan korta sprutor eller brännskador. Användningen av aluminium 7075 för blåsformen höll nere vikten, vilket minskade slitaget på våra maskiners servodrivningar. Lysande ingenjörskonst.” – Lars M., produktionschef, Tyskland.
Referens 5: Ultimat skalbarhet i Sydafrika
”Vi levererar massiva 5-liters vattenkannor över hela den afrikanska kontinenten. EVER-POWER byggde en specialanpassad kraftig form med två hålrum åt oss. Den massiva P20-stålbasen hanterar enkelt vår maskins klämkraft på 400 kN utan att böjas. Vattenkylkanalerna extraherar värme så snabbt att våra tjockväggiga kannor inte krymper eller deformeras efter utstötning. De är den mest kostnadseffektiva och högkvalitativa verktygspartnern vi någonsin har använt.” – David B., VD, Sydafrika.
Installations- och installationsguide (kompatibel med HowTo-scheman)
Steg 1: Uppackning och förberedelse av rostskydd. Vid leverans, ta försiktigt bort den tunga formbasen med hjälp av en certifierad traverskran. Formen levereras belagd med tung rostskyddsolja. Använd avsedda, icke-slipande industriella lösningsmedel för att noggrant rengöra de spegelpolerade S136-håligheterna och kärnstavarna, så att inga rester kvarstår som kan förorena plastsmältan.

Steg 2: Lyftning och plattjustering. Använd traverskranen för att manövrera formsprutningsformen, konditioneringskärlen och blåsformhalvorna in i ISBM-maskinens rotationsstationer. Använd maskinens manuella mikrojogfunktion för att långsamt föra ihop klämplattorna. Kontrollera visuellt att alla styrstift och bussningar är perfekt justerade med absolut noll störningsmoment innan flänsarna bultas åt.
Steg 3: Anslutning av högtrycksledningar. Anslut högtrycksblåsluftledningarna (2,0–4,0 MPa) till blåsformens grenrör och se till att alla pneumatiska tätningar sitter korrekt. Anslut de kraftiga industriella vattenledningarna till de konforma kylportarna. Koppla in vattenkylaren och trycktesta formen vid 1,0 MPa i 15 minuter, och inspektera visuellt för eventuella interna eller externa vattenläckor.
Steg 4: Kabeldragning för varmkanal och termisk kalibrering. Anslut de kraftiga elkablarna från maskinens PID-temperaturregulator till formens varmkanalrör och termoelementportar. Slå på systemet och ange de specifika smälttemperaturerna för hartset. Låt den massiva stålformen värmeblötläggas i minst 60 minuter för att säkerställa absolut termisk jämvikt över alla injektionsmunstycken.
Steg 5: Torrkörning och precisionsblixtinställning. Utför en mekanisk torrkörning utan plast för att verifiera smidig formöppning och stängning under full klämkraft (t.ex. 300 kN). Introducera råhartset och kör den första satsen. Inspektera flaskorna med en mikrometer för korrekt väggtjocklek och inspektera delningslinjerna för plastflaskor. Finjustera klämtrycket och varmkanaltemperaturerna tills flaskan uppfyller perfekta optiska specifikationer.
Vanliga frågor (FAQ)
1. Vilka material är era ISBM-formar tillverkade av?
Vi använder premiummaterial av hög kvalitet för flyg- och rymdteknik och medicinteknik. De kritiska kärn- och kavitetskomponenterna är CNC-frästa av rostfritt stål med hög kromhalt, S136 eller NAK80, för extrem korrosionsbeständighet och spegelblank polerbarhet. Blåsformar kan använda aluminium 7075 för snabb värmeavledning.
2. Kan era formar passa mina befintliga japanska ASB- eller Aoki-maskiner?
Absolut. Vi specialiserar oss på reverse engineering av egna monteringsflänsar och avstånd mellan dragstänger. Vi garanterar att våra specialtillverkade formar fungerar som en perfekt, direkt drop-in-ersättning för din äldre japanska eller europeiska ISBM-utrustning.
3. Hur länge håller en specialanpassad ISBM-form?
Tack vare våra rigorösa vakuumkylningsprocesser som uppnår HRC 48-52-hårdhet på kärnkomponenterna, är våra formar i rostfritt stål S136 klassade för en livslängd på minst 3 000 000 till 5 000 000 kontinuerliga injektionssprutor under korrekt underhåll.
4. Vad är konformkylning, och varför använder man det?
Till skillnad från traditionella rakt borrade kylledningar är konforma kylkanaler konstruerade för att böjas och följa flaskans 3D-geometri exakt. Detta förbättrar värmeutvinningen drastiskt och minskar maskinens cykeltider med upp till 20 procent.
5. Hur uppnår man glasliknande klarhet på plastflaskor?
Optisk klarhet dikteras av ytjämnheten i formhåligheten. Våra tekniker lägger ner timmar på att noggrant polera S136-stålhåligheterna för hand med mikroskopisk diamantpasta för att uppnå en optisk spegelblank yta med SPI A-1 (Ra 0,05).
6. Vilket är det maximala antalet hålrum du kan designa?
Kavitation beror helt på din flaskans fysiska storlek och din maskins avstånd mellan klämkopplingar och kopplingsstänger. Vi designar mycket komplexa grenrör som kan hantera 1-kavitets 20-liters bulkkannor, hela vägen upp till extrema 24-kavitetsuppsättningar för 30 ml hotellprodukter.
7. Kan era formar bearbeta BPA-fri tritan?
Ja. Bearbetning av Tritan kräver absolut termisk stabilitet för att förhindra gulning. Vi konstruerar våra varmkanalrör med hydrodynamiskt balanserade flödesvägar och mycket känsliga PID-termoelement för att säkerställa perfekt Tritan-homogenisering.
8. Hur förhindrar man att plastflammor uppstår vid halsgängorna?
Blinkning sker när formhalvorna böjs under tryck. Vi konstruerar våra formbaser av massiva block av härdat P20-stål och bearbetar kontaktytorna till toleranser på ±0,01 mm med hjälp av 5-axliga CNC-maskiner, vilket säkerställer en perfekt tätning under hundratals kilonewton klämkraft.
9. Vad är den typiska ledtiden för en specialanpassad ISBM-form?
Ledtiderna varierar beroende på antal kaviteter och geometrisk komplexitet. Efter att den slutliga 3D-flaskdesignen har godkänts av ditt team, tar precisions-CNC-bearbetning, polering och flödestestning vanligtvis mellan 45 och 60 dagar innan leverans.
10. Hjälper ni till med flaskdesign och prototypframtagning?
Ja. EVER-POWER erbjuder komplett nyckelfärdig konstruktion. Ni kan förse oss med en grov skiss eller ett fysiskt prov, så genererar våra CAD-ingenjörer kompletta 3D-modeller, beräknar volymkapaciteter och optimerar geometrin för idealisk dynamik vid sträckformblåsning.
Förslag på multimodala placeringar
-
Nedanstående avsnitt 2 (AI-sammanfattning): Infoga en högupplöst studiobild som visar en öppen ISBM-gjutform, med framhävning av de spegelpolerade håligheterna i rostfritt stål S136 och det komplexa varmkanalgrenröret. (Alternativ text: Högprecisions-anpassad enstegsinjektionsform för sträckblåsning med spegelblank yta).
-
Inuti avsnitt 4 (Värdeerbjudande): Bädda in en kort HD-video av vår 5-axliga CNC-bearbetningscentral som fräser en komplex asymmetrisk flaskhålighet från ett massivt stålblock.
-
Bredvid avsnitt 5 (specifikationstabell): Visa en teknisk CAD-översikt som visar den interna vätskedynamiken hos de konforma kylvattenkanalerna som lindas runt en flaskhålighet.
-
Inuti avsnitt 9 (Ansökningar): Infoga en rutnätsbild som visar utvecklingen: En 3D CAD-design av en flaska, det maskinbearbetade stålformhålrummet och den slutliga felfria, kristallklara PETG-kosmetikburken som produceras av den.
Relaterade kompletterande produkter
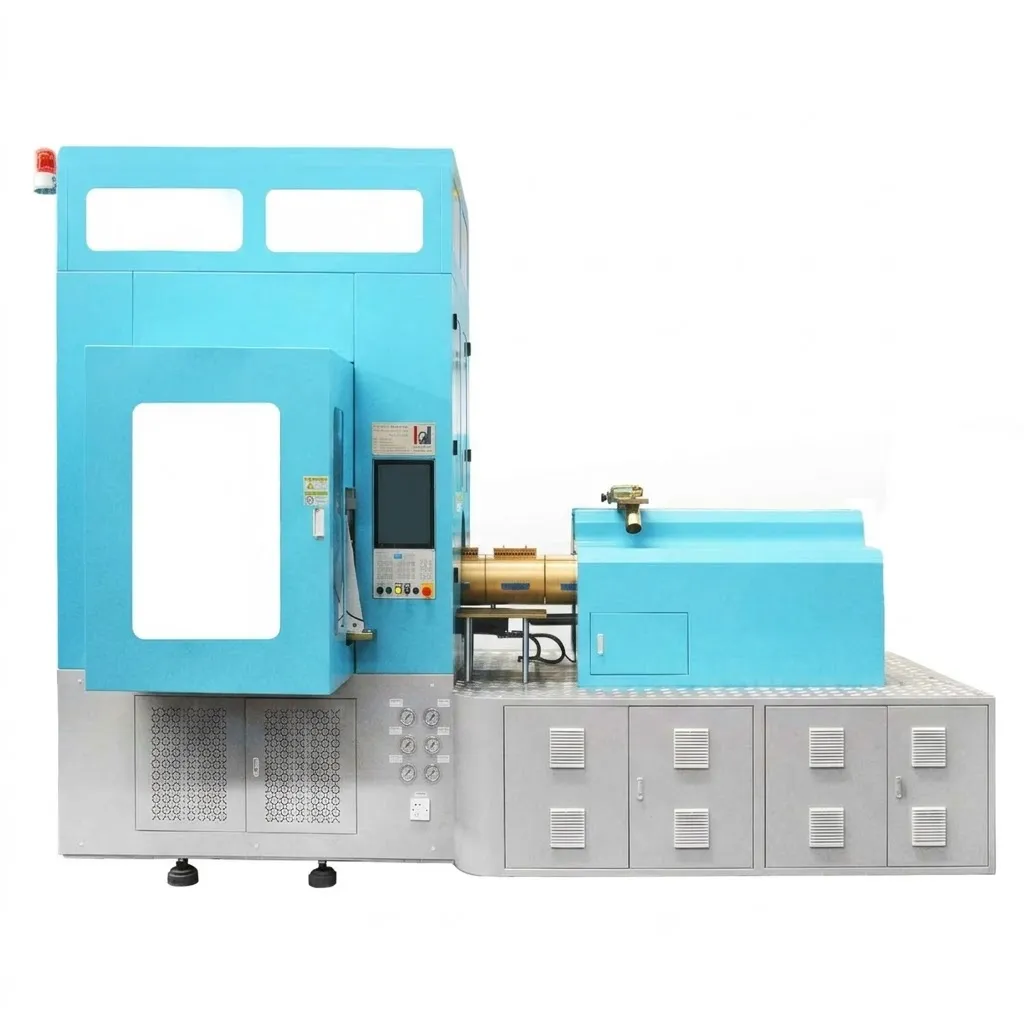
För att maximera effektiviteten hos dina nya premiumverktyg erbjuder EVER-POWER ett komplett ekosystem av avancerade maskiner. Våra formar är perfekt kombinerade med våra elitprodukter. Fullservo ISBM-maskiner (t.ex. EP-HGY150-V4-EV), som levererar den exakta klämkraft som krävs för att skydda din forminvestering. Dessutom, för att fullt ut utnyttja våra snabba, konforma kylkanaler, rekommenderar vi starkt att integrera våra 1,0 MPa industriella vattenkylare med hög kapacitet och sluten slinga och Precisionstemperaturkontrollskåp för varmkanal.
Antihallucinationsanteckningar
Angivna cykeltidsminskningar (t.ex. 20 procent) är uppskattningar baserade på att jämföra EVER-POWER konforma kyldesigner med äldre rakborrade formar som arbetar under identiska omgivningstemperaturer och vattenkylkapaciteter.
Maximal kavitation (t.ex. 24+ kavitheter) begränsas strikt av plattans fysiska dimensioner och maximala injektionsvolym för just din ISBM-maskin. Kontakta vårt teknikteam med dina maskinritningar för att fastställa din exakta maximala kavitationsgräns.
Uppskattningar av formens livslängd (3–5 miljoner sprutor) förutsätter användning av icke-slipande PET/PETG-standardhartser och strikt efterlevnad av rekommenderade dagliga smörjnings- och förebyggande underhållsscheman.
Sluta låta orimliga kostnader för proprietära verktyg försena din nästa produktlansering. Kontakta EVER-POWER idag. Skicka din 3D-flaskdesign eller ditt fysiska prov till våra seniora ingenjörer, så konstruerar vi en ISBM-form i världsklass med ultraprecision som passar perfekt till din befintliga maskinpark. Maila oss på [email protected] för en kostnadsfri teknisk konsultation, fullständig analys av formkompatibilitet och mycket omvälvande fabriksdirektprissättning.



























