Descrição
Moldes personalizados de injeção e sopro em uma única etapa
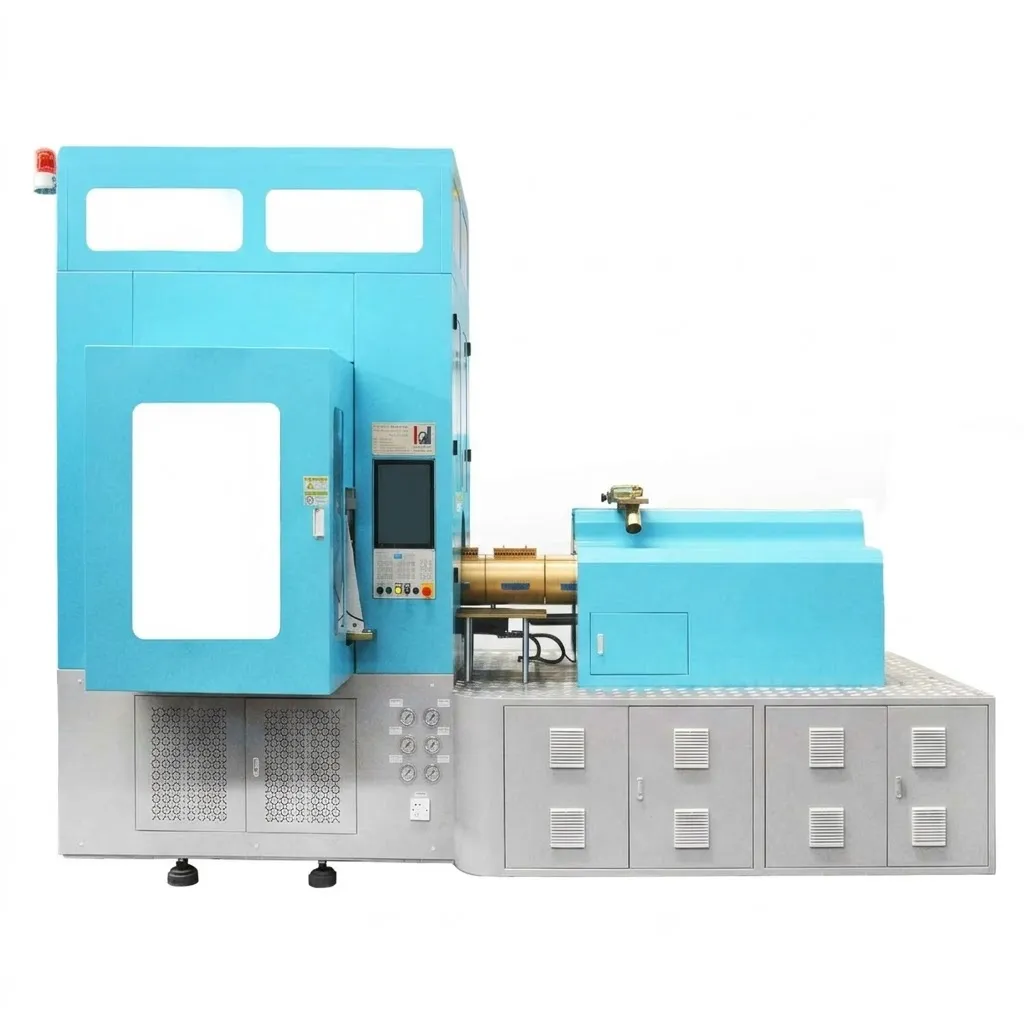
A base de qualquer operação de moldagem por injeção e sopro de alto rendimento (ISBM) é a precisão absoluta de suas ferramentas. A EVER-POWER oferece serviços completos de projeto e fabricação de moldes, fornecendo moldes ISBM de classe mundial que determinam a clareza óptica final, a espessura da parede e a resistência a impactos de suas embalagens de PET, PETG e Tritan. Utilizando usinagem CNC de 5 eixos avançada e simulações de resfriamento fluidodinâmico, nossos moldes são projetados para acelerar a extração térmica, reduzindo assim os tempos de ciclo da máquina. Projetados como substitutos perfeitos e prontos para uso para ferramentas OEM em máquinas japonesas e ocidentais, os moldes da EVER-POWER permitem que fabricantes globais lancem designs de embalagens complexos rapidamente, sem investimentos de capital proibitivos.
-
Metalurgia Premium: Fabricados com aço inoxidável S136 ou NAK80 de alta durabilidade para cavidades e núcleos, atingindo uma dureza superficial de HRC 48-52 para milhões de ciclos sem necessidade de manutenção.
-
Compatibilidade universal: Flanges, espaçamento das barras de ligação e interfaces de bicos são projetados sob medida para se adaptarem perfeitamente às máquinas EVER-POWER, bem como aos equipamentos legados japoneses (ASB, Aoki) e europeus ISBM.
-
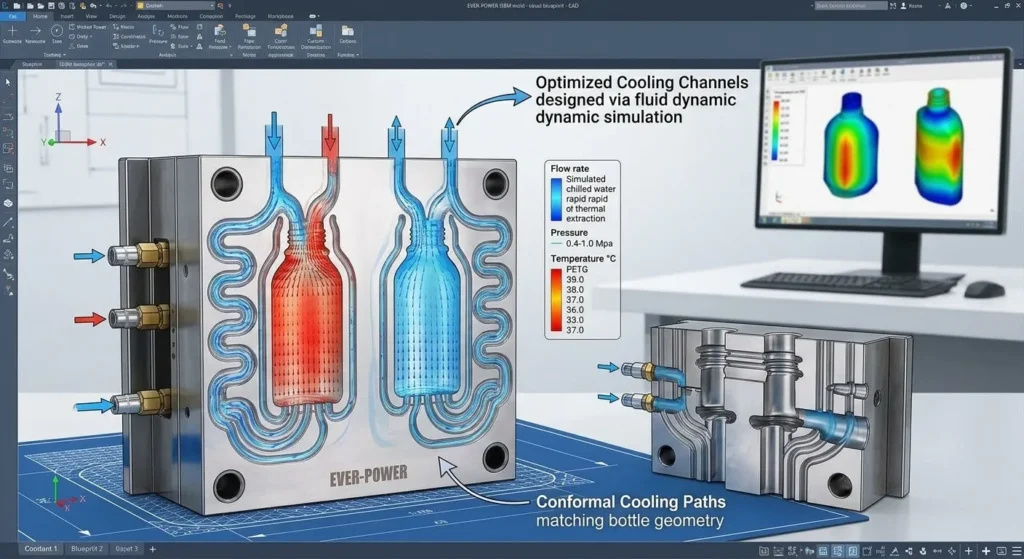
Canais de resfriamento otimizados: Apresenta canais de refrigeração a água conformes, projetados por meio de simulação de dinâmica de fluidos, permitindo uma extração térmica rápida (pressão da água de 0,4 a 0,6 MPa) para reduzir significativamente os tempos de ciclo.
-
Polimento de grau óptico: As cavidades passam por um meticuloso polimento manual com pasta de diamante para atingir uma rugosidade superficial extrema de Ra 0,05, resultando em uma transparência semelhante à do vidro para os frascos cosméticos de PETG.
-
Cavitação dinâmica: Capaz de configurações altamente complexas, desde moldes maciços de 2 cavidades para recipientes a granel até configurações de altíssimo rendimento com 24 cavidades para frascos de produtos de higiene pessoal em hotéis.

Proposta de valor
Clareza óptica incomparável e perfeição estética. As indústrias de cosméticos e bebidas premium exigem embalagens que imitem com perfeição o peso e a transparência do vidro. Os moldes EVER-POWER ISBM alcançam esse resultado por meio de uma rigorosa seleção metalúrgica e técnicas de polimento manual. Ao utilizar aço inoxidável S136 de alta qualidade, polido com acabamento espelhado, eliminamos abrasões microscópicas na parede do molde. Isso garante que o material PET ou PETG soprado apresente transparência absoluta e cristalina, completamente livre de opacidade, marcas de arrasto ou linhas de separação visíveis, elevando a presença da sua marca no varejo.
Redução drástica do tempo de ciclo através do resfriamento conformal. Tempo é o recurso mais valioso na fabricação industrial de plásticos. Nossa equipe de engenharia utiliza software termodinâmico avançado para projetar canais de resfriamento conformes que acompanham de perto os contornos geométricos complexos do design específico da sua garrafa. Ao manter um fluxo altamente eficiente de água gelada de 0,4 a 1,0 MPa diretamente adjacente ao plástico quente, nossos moldes extraem o calor latente até 20% mais rápido do que as linhas de resfriamento tradicionais com furos retos. Isso acelera a fase de solidificação do plástico, reduzindo drasticamente os tempos de ciclo e aumentando consideravelmente sua produção diária por hora.
Independência econômica de fabricantes de equipamentos originais (OEMs) proprietários. Historicamente, a compra de moldes novos ou de reposição para máquinas ISBM japonesas ou europeias exigia o pagamento de margens de lucro exorbitantes de fabricantes de equipamentos originais (OEMs) proprietários. A EVER-POWER liberta os fabricantes globais dessas cadeias de suprimentos restritivas. Realizamos a engenharia reversa das placas de montagem específicas, profundidades de curso e interfaces pneumáticas de suas máquinas existentes. Isso nos permite fornecer moldes de reposição de alta qualidade e totalmente compatíveis a uma fração do custo, acelerando significativamente seu retorno sobre o investimento (ROI) para lançamentos de novos produtos.
Tabela de Especificações Técnicas (Formato Universal de Especificações Técnicas)
Nota: Os parâmetros são baseados em padrões de engenharia de ferramentas EVER-POWER verificados, fornecendo dados metalúrgicos e geométricos críticos para as equipes de compras da empresa.
| Item de especificação | Detalhes dos parâmetros/componentes de engenharia |
| Materiais Compatíveis | PET, PETG, PC, Tritan, PP, PMMA, PS |
| Material do núcleo/cavidade | Aço inoxidável S136 / NAK80 / Alumínio 7075 |
| Material base do molde | P20 / 45# Aço de Alto Carbono |
| Dureza do material | HRC 48 – 52 (Após têmpera a vácuo) |
| Qualidade do polimento da superfície | Ra 0,05 (Acabamento de espelho óptico SPI A-1) |
| Faixa de Cavitação | De 1 a 24+ cavidades (personalizável) |
| Pressão da água de refrigeração | 0,4 – 1,0 MPa |
| Interface de ar de alta pressão | 2,0 – 4,0 MPa (Compatível) |
| Classe de precisão | DIN 6 / ISO 7 / Tolerâncias até ±0,01 mm |
| Faixa de temperatura operacional | Água gelada (10°C) para canal quente (280°C) |
| Padrões de acabamento do braço | PCO 1881, 28 mm, 38 mm, Encaixe personalizado |
| Expectativa de vida | Mínimo de 3.000.000 a 5.000.000 de disparos |
| Normas de flanges | Compatível com JIS, DIN e ANSI |
| Peso do molde | Varia conforme a cavitação (normalmente de 300 kg a 1500 kg). |
Tabela de compatibilidade e substituição
Os moldes ISBM personalizados da EVER-POWER são projetados para preencher a lacuna entre diversas plataformas de máquinas globais, garantindo máxima flexibilidade operacional.
| Máquina de Substituição de Alvo | Capacidade de ferramentas EVER-POWER | Detalhes de compatibilidade e encaixe |
| Série EVER-POWER / BPET | Gama completa (3, 4 e 6 estações) | Integração nativa. Perfeitamente compatível com nossos perfis de fixação servo (50 kN a 400 kN) e espaçamentos de bicos de canais quentes. |
| Série ASB japonesa (ex.: 12M, 70DPH) | Moldes personalizados compatíveis com ASB | Reprodução exata do espaçamento das barras de ligação ASB, roscas de montagem e interfaces dos bicos de injeção para uma operação verdadeiramente plug-and-play. |
| Série japonesa Aoki (ex: 250) | Moldes personalizados compatíveis com Aoki | Anéis de gargalo e núcleos de condicionamento projetados com precisão para combinar com a arquitetura de processamento de calor direto exclusiva da Aoki. |
Alinhamento com as normas da indústria (ISO/DIN)
Normas metalúrgicas DIN e JIS rigorosas. A durabilidade e o desempenho de um molde são determinados pela pureza do aço utilizado. A EVER-POWER utiliza aços com certificação internacional. Para os componentes críticos do núcleo e da cavidade, utilizamos aço inoxidável S136 (equivalente à norma DIN 1.2083) e NAK80 (norma JIS). Esses materiais possuem propriedades anticorrosivas excepcionais contra a liberação de gases do PVC e do PET, garantindo que o molde mantenha sua integridade estrutural e acabamento impecável por milhões de ciclos.
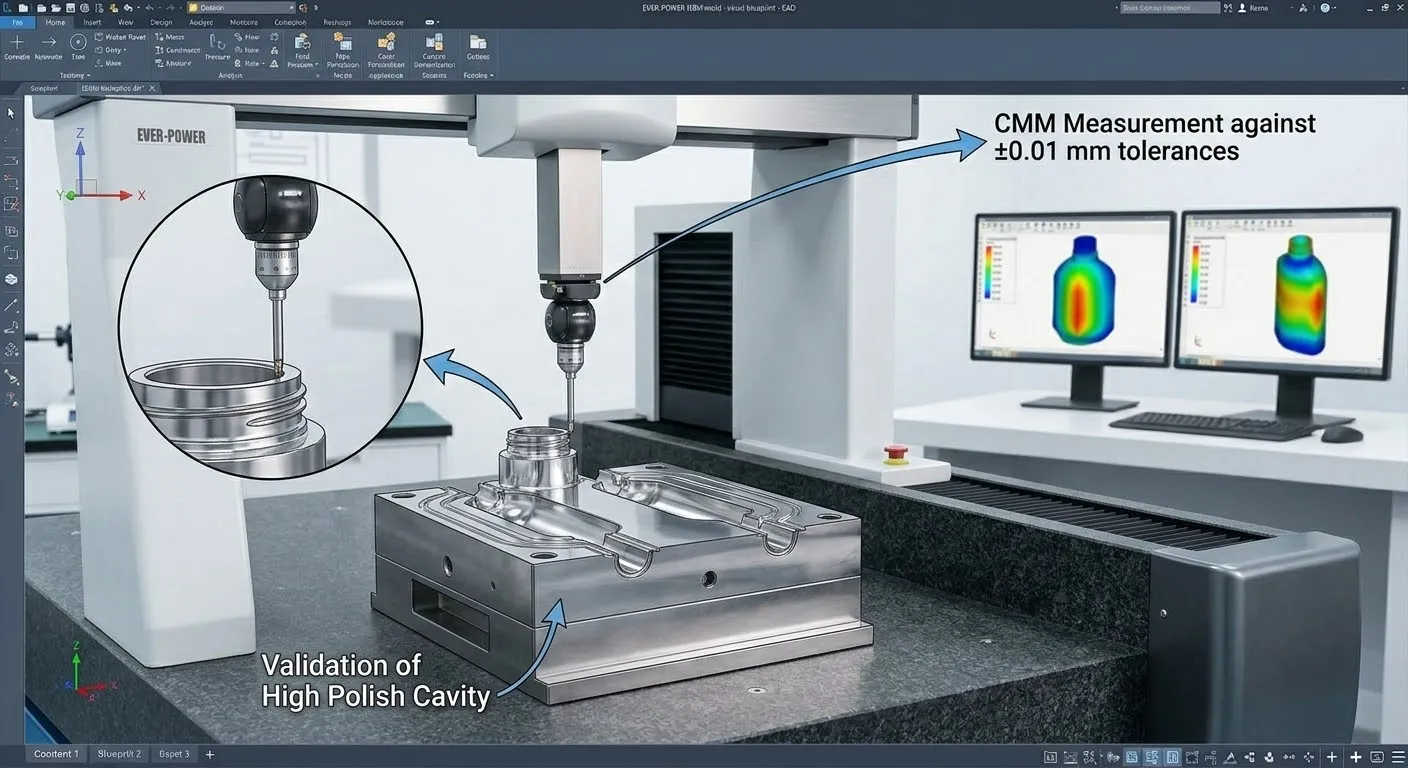
Usinagem de Precisão ISO 9001. Cada base de molde, manifold de canais quentes e anel de gargalo é fabricado sob rigorosos sistemas de gestão da qualidade ISO 9001. Utilizamos centros de usinagem CNC de 5 eixos e máquinas de medição por coordenadas (MMC) para garantir que as tolerâncias dimensionais sejam mantidas em ±0,01 mm. Essa extrema precisão é obrigatória para evitar rebarbas de plástico nas linhas de junção sob uma força de fechamento de injeção superior a 300 kN.
Cenários de aplicação abrangentes

Potes cosméticos de luxo com paredes espessas. Cremes faciais premium exigem embalagens que imitem o peso e a transparência do vidro, capazes de refratar a luz. Os moldes personalizados da EVER-POWER são projetados com canais de injeção superdimensionados e cavidades em aço S136 altamente polido (Ra 0,05). Isso garante que o PETG fundido flua suavemente para a base espessa do frasco, sem introduzir marcas de fluxo ou microbolhas, resultando em uma estética impecável e luxuosa que valoriza marcas de cosméticos de alta qualidade.
Frascos de loção assimétricos complexos. Frascos de xampu planos, ovais ou com contornos acentuados são notoriamente difíceis de moldar por sopro sem que o plástico fique mais fino nos cantos extremos. Nossa equipe de engenharia utiliza análise avançada de elementos finitos para mapear as taxas exatas de alongamento necessárias para designs assimétricos. Em seguida, usinamos núcleos personalizados de condicionamento térmico que aplicam aquecimento diferencial, garantindo que o plástico se estique uniformemente nos cantos mais agudos do molde, sem falhar nos testes de impacto por queda.
Colírios e xaropes farmacêuticos estéreis. As embalagens médicas exigem precisão dimensional absoluta para garantir o funcionamento correto dos lacres invioláveis e das tampas de segurança infantil. Nossos moldes possuem anéis de gargalo usinados com tolerância de ±0,01 mm, seguindo rigorosos protocolos da norma ISO 9001. Essa extrema precisão garante roscas perfeitamente vedadas e à prova de vazamentos. A construção em aço inoxidável temperado a vácuo assegura que os moldes suportem procedimentos de lavagem em salas limpas estéreis sem sofrer corrosão.
Potes de boca larga para alimentos a granel e especiarias. Potes para manteiga de amendoim, especiarias gourmet e suplementos nutricionais esportivos exigem gargalos de diâmetro considerável (até 140 mm) e paredes espessas para evitar a entrada de oxigênio. Os moldes de alta resistência EVER-POWER são construídos com bases robustas de aço P20 para suportar a força de fechamento de 400 kN necessária para a injeção em massa. Os canais de resfriamento conformais são projetados especificamente para extrair rapidamente o calor do gargalo espesso, evitando a contração após a ejeção.
Mamadeiras infantis sem BPA (Tritan/PP). O processamento de materiais avançados e sensíveis à temperatura, como o Tritan, exige um projeto de canal quente impecável. Se o plástico ficar estagnado no coletor, ele se degrada e libera subprodutos perigosos. Os moldes para mamadeiras EVER-POWER contam com sistemas de canal quente hidrodinamicamente balanceados que eliminam pontos mortos. Isso garante que o Tritan fundido permaneça perfeitamente homogeneizado, resultando em mamadeiras biologicamente seguras, altamente transparentes e inquebráveis.
Embalagens para agroquímicos e detergentes domésticos. As garrafas utilizadas para produtos de limpeza agressivos e pesticidas exigem extrema rigidez estrutural e resistência a fissuras por tensão. Nossos moldes de sopro são projetados para otimizar a fase de estiramento biaxial, forçando as cadeias moleculares do PET a um alinhamento perfeito. Além disso, podemos gravar estruturas com nervuras personalizadas na cavidade do molde, aumentando significativamente a resistência ao esmagamento vertical da embalagem final para um transporte paletizado seguro.
Conhecimento
O que torna os aços S136 e NAK80 a escolha ideal para moldes ISBM?
Os aços inoxidáveis S136 e NAK80 são altamente refinados e pré-endurecidos. Possuem propriedades anticorrosivas excepcionais e excelente capacidade de polimento. No processo ISBM, a transparência da garrafa PET é um reflexo direto da superfície do molde. Esses aços podem ser polidos com diamante até atingirem um acabamento espelhado (Ra 0,05) e manter esse acabamento por milhões de ciclos sem corrosão por pites ou ferrugem causada pela condensação da água de refrigeração, garantindo perfeição óptica a longo prazo.
Por que o resfriamento conformal é superior às linhas de resfriamento perfuradas tradicionais?
Os canais de refrigeração tradicionais são perfurados em linhas retas, o que não consegue alcançar eficazmente as curvas complexas de uma garrafa assimétrica, deixando "pontos quentes" que causam encolhimento. Os canais de refrigeração conformes são caminhos avançados que seguem o contorno 3D exato da cavidade do molde. Essa extração térmica uniforme resfria o plástico muito mais rápido e uniformemente, reduzindo os tempos de ciclo em até 20% e eliminando praticamente as garrafas deformadas.
Como a EVER-POWER garante que os moldes sejam compatíveis com as máquinas japonesas existentes?
Ao substituir um molde ASB ou Aoki, a precisão é fundamental. Nossa equipe de engenharia precisa das plantas técnicas da sua máquina, incluindo o espaçamento das barras de ligação, as dimensões da placa e o raio do bico de injeção. Em seguida, fazemos a engenharia reversa da base do molde, personalizando os flanges de montagem e as folgas do curso para que se ajustem perfeitamente ao seu equipamento antigo. Isso garante uma instalação plug-and-play sem cortes ou soldas na sua fábrica.
Quem deve investir em moldes personalizados EVER-POWER?
Qualquer fabricante de embalagens que deseje lançar um novo design de garrafa, expandir a capacidade de produção ou substituir ferramentas OEM desgastadas deve investir em moldes EVER-POWER. Especificamente, empresas que sofrem com os custos exorbitantes de ferramentas e os longos prazos de entrega de fabricantes proprietários ocidentais e japoneses encontrarão em nossos moldes personalizados um enorme alívio financeiro, permitindo lançamentos de produtos mais rápidos e lucrativos.
Onde devem ser calibradas as temperaturas do canal quente?
O sistema de canais quentes é a artéria crítica do molde de injeção. Os operadores devem calibrar os controladores de temperatura PID para corresponder ao ponto de fusão exato da resina específica (por exemplo, 280 °C para PET). O sistema de canais quentes EVER-POWER utiliza termopares de alta sensibilidade para manter a estabilidade térmica absoluta em todos os bicos, garantindo viscosidade uniforme do material fundido, seja na injeção de um molde com 1 ou 24 cavidades.
Quando deve ser realizada a manutenção do molde para garantir sua durabilidade?
Embora nossos moldes sejam projetados para até 5.000.000 de injeções, a manutenção de rotina é vital. Diariamente, os operadores devem inspecionar as linhas de refrigeração para verificar o acúmulo de incrustações e vazamentos de água. Mensalmente, os pinos-guia e os mecanismos de ejeção devem ser lubrificados com graxa de alta qualidade e própria para contato com alimentos. Semestralmente, as cavidades polidas como espelho devem ser cuidadosamente limpas com solventes específicos para remover quaisquer micro-resíduos provenientes da liberação de gases do PET.
Inspeção de Qualidade e Pontos Fortes da Fábrica
Fluxos de trabalho exaustivos para CMM e testes de fluxo. Um molde só é tão bom quanto sua precisão dimensional final. Na EVER-POWER, cada componente usinado é submetido a uma inspeção rigorosa usando máquinas de medição por coordenadas (MMC) 3D para verificar tolerâncias de até ±0,01 mm. Antes do envio, realizamos testes abrangentes de fluxo de água e pressão de até 1,0 MPa para garantir zero vazamento nos circuitos de refrigeração conformais, assegurando confiabilidade imediata após a instalação.
A incomparável capacidade de fabricação CNC da EVER-POWER. Como um dos principais fabricantes de moldes, possuímos uma enorme instalação equipada com centros de usinagem CNC de 5 eixos de última geração, máquinas de corte a fio por eletroerosão (EDM) de precisão e equipamentos de perfuração profunda. Essa integração vertical nos permite controlar cada etapa do processo metalúrgico. Oferecemos ferramentas de qualidade superior, com padrão aeroespacial, a uma fração do custo e do prazo de entrega dos fabricantes de moldes tradicionais europeus.
Suporte abrangente em nível global para projeto e comissionamento. Nosso compromisso vai muito além da usinagem de aço. Oferecemos serviços completos de design e prototipagem de garrafas em 3D. Após o envio do molde, fornecemos esquemas de configuração detalhados e oferecemos assistência digital remota. Para sistemas multicavidades altamente complexos, enviamos prontamente nossos engenheiros de ferramentas seniores para qualquer lugar do mundo para supervisionar a instalação, a calibração térmica e os testes iniciais de funcionamento a seco em suas instalações.
Depoimentos autênticos de clientes
Depoimento 1: Quebrando o monopólio dos fabricantes de equipamentos originais (OEM) nos EUA
“Operamos diversas máquinas ISBM japonesas em Ohio. Sempre que precisávamos de um novo design de garrafa, o fabricante original nos apresentava orçamentos astronômicos para as ferramentas, com um prazo de entrega de 6 meses. Mudamos para os moldes personalizados da EVER-POWER. Eles fizeram a engenharia reversa de nossas placas ASB-12M com perfeição. O novo molde de aço S136 encaixou perfeitamente, a eficiência de resfriamento é ainda melhor que a original e economizamos mais de 50% nos custos de capital.” Michael H., Diretor de Engenharia, EUA.
Depoimento 2: Alcançando a perfeição óptica na Tailândia
“Nossos clientes de cosméticos de luxo são incrivelmente rigorosos quanto às linhas de separação e à opacidade em seus potes de PETG de paredes espessas. A EVER-POWER fabricou um molde personalizado de 4 estações para nós. O polimento manual com diamante nas cavidades é simplesmente espetacular. Os potes saem com a mesma aparência de vidro cristalino. O resfriamento conformal também reduziu nosso tempo de ciclo em 2 segundos, aumentando consideravelmente nossa produção diária.” Siri W., Gerente de Fábrica, Tailândia.
Depoimento 3: Cadeias de suprimentos ininterruptas na Rússia
“Operando em Moscou, perdemos o acesso aos nossos fornecedores europeus de moldes para nossas linhas farmacêuticas. A EVER-POWER entrou em cena e nos proporcionou segurança completa na cadeia de suprimentos. Eles projetaram um molde de 10 cavidades para frascos de colírio que se encaixou perfeitamente em nossas máquinas antigas. A tolerância de ±0,01 mm nos anéis de vedação garante vedações absolutamente à prova de vazamentos para nossos clientes da área médica. O suporte de engenharia deles é de altíssima qualidade.” Ivan K., Chefe de Operações, Rússia.
Depoimento 4: Produção de plantas ornamentais de alto rendimento na Alemanha
“Precisávamos aumentar a produção de nossos produtos de cortesia para hotéis para uma configuração de 24 cavidades. Controlar o equilíbrio do fluxo de ar quente em 24 cavidades minúsculas é extremamente difícil. Os engenheiros da EVER-POWER acertaram em cheio na dinâmica térmica. Cada frasco de 30 ml é preenchido perfeitamente, sem falhas ou queimaduras. O uso de alumínio 7075 para o molde de sopro manteve o peso baixo, reduzindo o desgaste dos servomotores da nossa máquina. Engenharia brilhante.” Lars M., Supervisor de Produção, Alemanha.
Depoimento 5: Escalabilidade máxima na África do Sul
“Fornecemos galões de água de 5 litros em todo o continente africano. A EVER-POWER construiu para nós um molde personalizado de duas cavidades para serviço pesado. A base maciça de aço P20 suporta facilmente a força de fechamento de 400 kN da nossa máquina sem flexionar. Os canais de refrigeração a água dissipam o calor tão rapidamente que nossos galões de paredes grossas não encolhem nem deformam após a ejeção. Eles são o parceiro de ferramentas mais econômico e de alta qualidade com quem já trabalhamos.” David B., CEO, África do Sul.
Guia de Instalação e Configuração (Compatível com o Esquema HowTo)
Etapa 1: Desembalagem e preparação antiferrugem. Após a entrega, desembalhe cuidadosamente a base pesada do molde utilizando um guindaste de pórtico certificado. O molde é enviado revestido com óleo industrial anticorrosivo de alta viscosidade. Utilize solventes industriais não abrasivos e apropriados para limpar meticulosamente as cavidades e as hastes do núcleo de aço S136 polidas como um espelho, garantindo que não reste absolutamente nenhum resíduo que possa contaminar o plástico fundido.

Etapa 2: Içamento e alinhamento da plataforma. Utilize o guindaste de pórtico para manobrar o molde de injeção, os recipientes de condicionamento e as metades do molde de sopro até as estações rotativas da máquina ISBM. Utilize a função de microajuste manual da máquina para aproximar lentamente as placas de fixação. Verifique visualmente se todos os pinos-guia e buchas estão perfeitamente alinhados, sem qualquer interferência, antes de apertar os flanges.
Etapa 3: Conexão das redes de alta pressão. Conecte as linhas de ar comprimido de alta pressão (2,0-4,0 MPa) ao coletor do molde de sopro, certificando-se de que todas as vedações pneumáticas estejam encaixadas corretamente. Conecte as linhas de água industriais de alta resistência às portas de resfriamento conformal. Ligue o resfriador de água e teste a pressão do molde a 1,0 MPa por 15 minutos, inspecionando visualmente a presença de vazamentos de água internos ou externos.
Etapa 4: Fiação do sistema de canais quentes e calibração térmica. Conecte os cabos elétricos de alta resistência do controlador de temperatura PID da máquina ao coletor de canais quentes do molde e às portas do termopar. Ligue o sistema e insira as temperaturas específicas de fusão da resina. Deixe o molde de aço maciço atingir a temperatura ideal de fusão por pelo menos 60 minutos para garantir o equilíbrio térmico absoluto em todos os bicos de injeção.
Etapa 5: Teste a seco e ajuste preciso da memória flash. Execute um ensaio mecânico a seco sem plástico para verificar a abertura e o fechamento suaves do molde sob a força de fechamento total (por exemplo, 300 kN). Introduza a resina bruta e processe o primeiro lote. Inspecione as garrafas com um micrômetro para verificar a espessura correta da parede e inspecione as linhas de junção para detectar rebarbas de plástico. Ajuste a pressão de fechamento e as temperaturas do canal quente até que a garrafa atenda às especificações ópticas ideais.
Perguntas frequentes (FAQ)
1. De que materiais são feitos os seus moldes ISBM?
Utilizamos materiais de alta qualidade, dos mesmos padrões aeroespaciais e médicos. Os componentes críticos do núcleo e da cavidade são usinados em CNC a partir de aço inoxidável S136 ou NAK80 com alto teor de cromo, para extrema resistência à corrosão e polimento espelhado. Os moldes de sopro podem utilizar alumínio 7075 para rápida dissipação de calor.
2. Os seus moldes são compatíveis com as minhas máquinas japonesas ASB ou Aoki que já tenho?
Com certeza. Somos especialistas em engenharia reversa de flanges de montagem e espaçamentos de barras de ligação proprietários. Garantimos que nossos moldes personalizados funcionarão como substitutos perfeitos e diretos para seus equipamentos ISBM japoneses ou europeus legados.
3. Qual a durabilidade de um molde ISBM personalizado?
Graças aos nossos rigorosos processos de têmpera a vácuo, que garantem uma dureza de HRC 48-52 nos componentes principais, nossos moldes de aço inoxidável S136 têm uma vida útil mínima estimada entre 3.000.000 e 5.000.000 de injeções contínuas, desde que haja manutenção adequada.
4. O que é resfriamento conformal e por que vocês o utilizam?
Ao contrário das linhas de refrigeração tradicionais com furos retos, os canais de refrigeração conformes são projetados para curvar e seguir a geometria 3D exata da cavidade da garrafa. Isso melhora drasticamente a extração de calor, reduzindo o tempo de ciclo da sua máquina em até 20%.
5. Como se consegue uma transparência semelhante à do vidro em garrafas de plástico?
A clareza óptica é determinada pela rugosidade da superfície da cavidade do molde. Nossos técnicos passam horas polindo meticulosamente à mão as cavidades de aço S136 com pasta de diamante microscópica para obter um acabamento espelhado óptico SPI A-1 (Ra 0,05).
6. Qual é o número máximo de cavidades que você pode projetar?
A cavitação depende inteiramente do tamanho físico da sua garrafa e do espaçamento das barras de fixação da sua máquina. Projetamos manifolds altamente complexos capazes de suportar desde garrafões de 20 litros com uma única cavidade até configurações extremas com 24 cavidades para produtos de higiene pessoal de 30 ml para hotéis.
7. Os seus moldes conseguem processar Tritan sem BPA?
Sim. O processamento do Tritan exige estabilidade térmica absoluta para evitar o amarelamento. Projetamos nossos manifolds de canais quentes com fluxos hidrodinamicamente balanceados e termopares PID de alta sensibilidade para garantir a homogeneização perfeita do Tritan.
8. Como evitar o rebarbo de plástico nas roscas do pescoço do cano?
A formação de rebarbas ocorre quando as metades do molde se deformam sob pressão. Construímos nossas bases de molde a partir de blocos maciços de aço P20 endurecido e usinamos as superfícies de contato com tolerâncias de ±0,01 mm usando máquinas CNC de 5 eixos, garantindo uma vedação perfeitamente estanque sob centenas de quilonewtons de força de fechamento.
9. Qual é o prazo de entrega típico para um molde ISBM personalizado?
Os prazos de entrega variam de acordo com o número de cavidades e a complexidade geométrica. Após a aprovação do design final da garrafa em 3D pela sua equipe, a usinagem CNC de precisão, o polimento e os testes de fluxo geralmente levam de 45 a 60 dias antes do envio.
10. Vocês auxiliam no design e na prototipagem de garrafas?
Sim. A EVER-POWER oferece soluções completas de engenharia "chave na mão". Você pode nos fornecer um esboço ou uma amostra física, e nossos engenheiros de CAD gerarão modelos 3D completos, calcularão as capacidades volumétricas e otimizarão a geometria para uma dinâmica ideal de moldagem por sopro e estiramento.
Sugestões de posicionamento multimodal
-
Abaixo, Seção 2 (Resumo de IA): Insira uma imagem de estúdio de alta resolução mostrando um molde ISBM aberto, destacando as cavidades de aço inoxidável S136 polidas como espelho e o complexo coletor de canais quentes. (Texto alternativo: Molde de sopro por injeção de alta precisão, personalizado em uma única etapa, com acabamento espelhado).
-
Dentro da Seção 4 (Proposta de Valor): Incorpore um vídeo curto em alta definição do nosso centro de usinagem CNC de 5 eixos fresando uma cavidade complexa e assimétrica para garrafa a partir de um bloco sólido de aço.
-
Ao lado da Seção 5 (Tabela de Especificações): Exibir uma sobreposição técnica CAD mostrando a dinâmica de fluidos interna dos canais de água de resfriamento conformes que envolvem a cavidade de uma garrafa.
-
Dentro da Seção 9 (Inscrições): Insira uma imagem em grade mostrando a progressão: um projeto CAD 3D de uma garrafa, a cavidade do molde de aço usinado e o frasco cosmético PETG final, impecável e cristalino, produzido a partir dele.
Produtos complementares relacionados
Para maximizar a eficiência de suas novas ferramentas premium, a EVER-POWER oferece um ecossistema completo de máquinas avançadas. Nossos moldes são perfeitamente compatíveis com nossas ferramentas de elite. Máquinas ISBM totalmente servo (ex: EP-HGY150-V4-EV), que fornecem a força de fixação precisa necessária para proteger seu investimento em moldes. Além disso, para aproveitar ao máximo nossos canais de resfriamento conformal rápido, recomendamos fortemente a integração de nossos Chillers industriais de circuito fechado de alta capacidade de 1,0 MPa e Gabinetes de controle de temperatura de canal quente de precisão.
Notas Anti-Alucinação
As reduções declaradas no tempo de ciclo (por exemplo, 20%) são estimativas baseadas na comparação dos projetos de resfriamento conformal EVER-POWER com moldes tradicionais de perfuração reta, operando em temperaturas ambientes e capacidades de resfriadores de água idênticas.
A cavitação máxima (por exemplo, mais de 24 cavidades) é estritamente limitada pelas dimensões físicas da plataforma e pelo volume máximo de injeção da sua máquina ISBM específica. Consulte nossa equipe de engenharia com as plantas da sua máquina para determinar o limite máximo exato de cavidades.
As estimativas de vida útil do molde (3 a 5 milhões de ciclos) pressupõem o uso de resinas PET/PETG padrão não abrasivas e a estrita observância dos cronogramas recomendados de lubrificação diária e manutenção preventiva.
Pare de deixar que os custos exorbitantes de ferramentas proprietárias atrasem o lançamento do seu próximo produto. Entre em contato com a EVER-POWER hoje mesmo. Envie aos nossos engenheiros seniores o projeto 3D da sua garrafa ou uma amostra física, e nós construiremos um molde ISBM personalizado de ultraprecisão e classe mundial que se encaixará perfeitamente em suas máquinas existentes. Envie um e-mail para nós em [email protected] Para uma consulta técnica gratuita, análise completa de compatibilidade de moldes e preços de fábrica altamente competitivos.



























