説明
カスタムワンステップ射出延伸ブロー金型
高収率射出延伸ブロー成形(ISBM)の基盤は、金型の絶対的な精度です。EVER-POWERは、PET、PETG、Tritan容器の最終的な光学的透明性、肉厚、落下衝撃耐性を決定づける世界クラスのISBM金型を提供する、ターンキー方式の金型設計・製造サービスを包括的に提供しています。高度な5軸CNC加工と流体力学的冷却シミュレーションを駆使した当社の金型は、放熱を加速し、機械全体のサイクルタイムを短縮するように設計されています。日本製および欧米製機械のOEM金型に完全にプラグアンドプレイで代替できるよう設計されたEVER-POWERの金型は、世界中のメーカーが法外な設備投資をすることなく、複雑なパッケージデザインを迅速に立ち上げることを可能にします。
-
プレミアム冶金: キャビティとコアには耐久性に優れた S136 または NAK80 ステンレス鋼が使用されており、数百万回のメンテナンスフリーサイクルで HRC 48 ~ 52 の表面硬度を実現します。
-
ユニバーサルな互換性: フランジ、タイバー間隔、ノズルインターフェースは、EVER-POWER マシンだけでなく、従来の日本製 (ASB、Aoki) および欧州製 ISBM 機器にも完全に適合するようにカスタム設計されています。
-
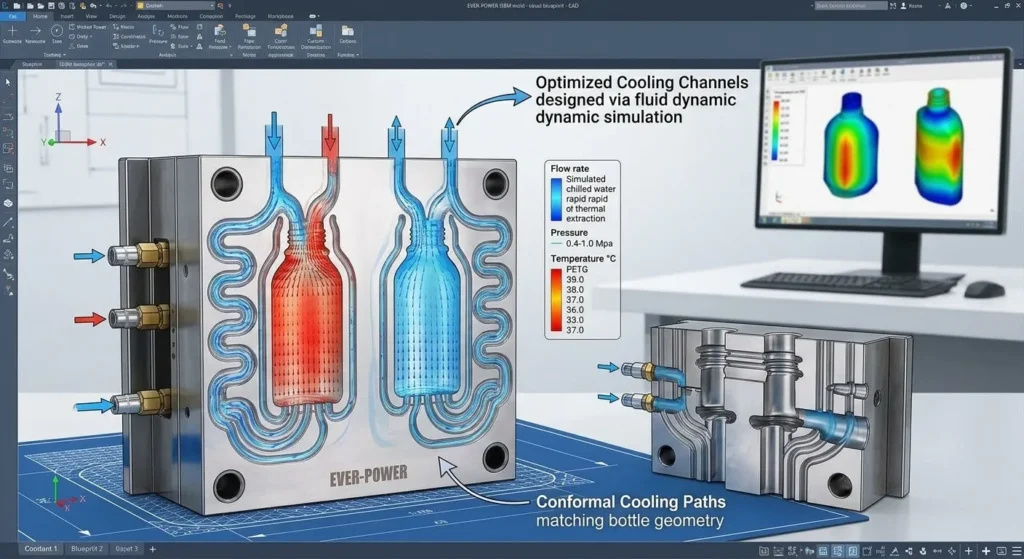
最適化された冷却チャネル: 流体力学シミュレーションによって設計されたコンフォーマル冷却水チャネルを備えており、急速な熱抽出(0.4~0.6 Mpa の水圧)を可能にしてサイクル時間を大幅に短縮します。
-
光学グレード研磨: キャビティはダイヤモンドペーストによる細心の注意を払い手作業で研磨され、Ra 0.05 という極めて高い表面粗さを実現し、化粧品用 PETG ジャーにガラスのような透明性をもたらします。
-
ダイナミックキャビテーション: 巨大な 2 キャビティのバルク コンテナ金型から、超高収率の 24 キャビティのホテル アメニティ バイアル セットアップに至るまで、非常に複雑な構成が可能です。

価値提案
比類のない光学的透明度と完璧な美観。 化粧品および高級飲料業界では、ガラスの軽量性と透明性を完璧に再現したパッケージが求められています。EVER-POWERのISBM金型は、厳選された冶金学的特性と厳格な手作業による研磨技術によって、この要求を満たしています。鏡面仕上げの高品質S136ステンレス鋼を使用することで、金型壁面の微細な表面摩耗を徹底的に排除しています。これにより、ブロー成形されたPETまたはPETG材料は、曇り、ひきずり跡、目に見えるパーティングラインといった問題を完全に排除し、極めて透明で、ブランドの存在感を高めます。
コンフォーマル冷却によるサイクルタイムの大幅な短縮。 工業用プラスチック製造において、時間は最も高価な商品です。当社のエンジニアリングチームは、高度な熱力学ソフトウェアを駆使し、お客様のボトル設計の複雑な形状に忠実に沿うコンフォーマル冷却チャネルを設計します。0.4~1.0MPaの高効率冷水流を高温プラスチックのすぐ近くに維持することで、当社の金型は従来の直線型冷却ラインと比較して最大20%速く潜熱を除去します。これにより、プラスチックの凝固段階が加速され、サイクルタイム全体が短縮され、1日あたりの生産量が大幅に向上します。
独自の OEM からのコスト効率の高い独立性。 従来、日本製または欧州製のISBM機の交換用金型や新規金型を購入するには、OEM独自の高額なマークアップを支払う必要がありました。EVER-POWERは、世界中のメーカーをこうした制約的なサプライチェーンから解放します。既存の機械の取り付けプレート、ストローク深度、空気圧インターフェースをリバースエンジニアリングします。これにより、世界クラスの完全互換性を備えたドロップイン交換用金型を、大幅に低いコストで提供することができ、新製品発売時の投資収益率(ROI)を大幅に向上させます。
技術仕様表(ユニバーサル技術仕様フォーマット)
注: パラメータは検証済みの EVER-POWER ツールエンジニアリング標準に基づいており、企業の調達チームに重要な冶金および形状データを提供します。
| 仕様項目 | エンジニアリングパラメータ/コンポーネントの詳細 |
| 適合材料 | PET、PETG、PC、トライタン、PP、PMMA、PS |
| コア/キャビティ材質 | S136 / NAK80 ステンレス鋼 / アルミニウム 7075 |
| モールドベース材料 | P20 / 45# 高炭素鋼 |
| 材料の硬度 | HRC 48 – 52(真空焼入れ後) |
| 表面研磨品質 | Ra 0.05(SPI A-1光学鏡面仕上げ) |
| キャビテーション範囲 | 1~24個以上のキャビティ(カスタマイズ可能) |
| 冷却水圧力 | 0.4~1.0MPa |
| 高圧空気インターフェース | 2.0~4.0Mpa(互換) |
| 精度クラス | DIN 6 / ISO 7 / 許容差最大±0.01 mm |
| 動作温度範囲 | 冷水(10℃)からホットランナー(280℃) |
| ネック仕上げ基準 | PCO 1881、28mm、38mm、カスタムスナップオン |
| 推定寿命 | 最低3,000,000~5,000,000ショット |
| フランジ規格 | JIS、DIN、ANSI互換 |
| 金型重量 | キャビテーションによって異なります(通常300kg~1500kg) |
互換性と交換表
EVER-POWER のカスタム ISBM 金型は、世界中のさまざまな機械プラットフォーム間のギャップを埋めるように設計されており、最大限の運用柔軟性を保証します。
| ターゲット交換機 | EVER-POWERツール機能 | 互換性とマッチングの詳細 |
| エバーパワー / BPETシリーズ | フルレンジ(3、4、6ステーション) | ネイティブ統合。当社のサーボクランププロファイル(50 KN~400 KN)およびホットランナーノズルピッチに完全に適合します。 |
| 日本のASBシリーズ(例:12M、70DPH) | ASB対応カスタム金型 | ASB タイバー間隔、取り付けねじ、および注入ノズル インターフェースを正確に複製し、真のプラグアンドプレイ操作を実現します。 |
| 日本の青木シリーズ(例:250) | カスタム青木互換金型 | Aoki 独自の直接熱処理構造に合わせて精密に設計されたネック リングとコンディショニング コア。 |
業界標準の整合(ISO/DIN)
厳格な DIN および JIS 冶金規格。 金型の寿命と性能は、鋼の純度によって決まります。EVER-POWERは、国際的に認証された鋼種を使用しています。重要なコアおよびキャビティ部品には、S136ステンレス鋼(DIN 1.2083相当)とNAK80(JIS規格)を使用しています。これらの材料は、PVCおよびPETからのガス放出に対して優れた耐腐食性を備えており、数百万サイクル使用後も金型の構造的完全性と光学的光沢を維持します。
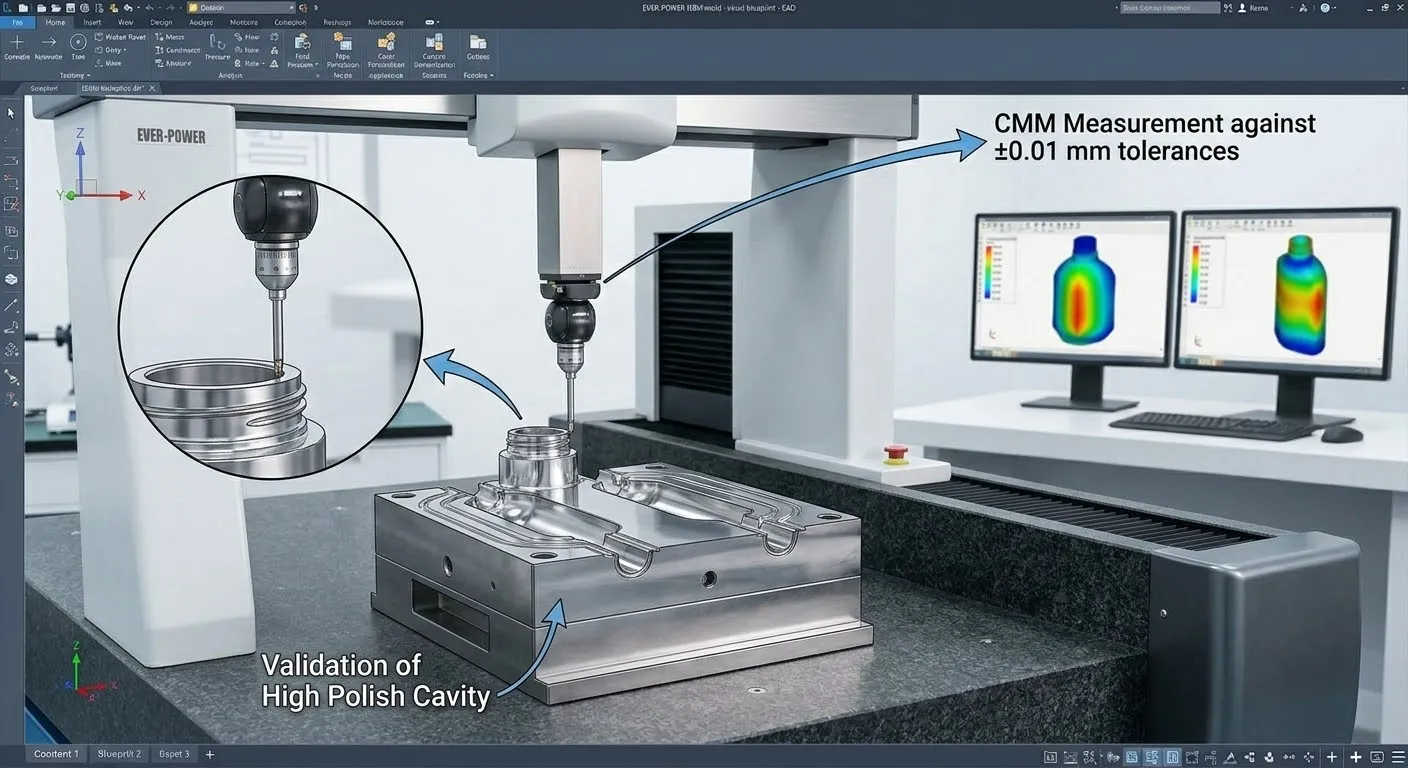
ISO 9001 精密機械加工。 すべてのモールドベース、ホットランナーマニホールド、ネックリングは、厳格なISO 9001品質管理システムに基づいて製造されています。5軸CNCマシニングセンターと座標測定機(CMM)を活用し、寸法公差を±0.01mmに抑えています。この極めて高い精度は、300kN以上の射出成形型締力下でのパーティングラインにおけるプラスチックバリの発生を防ぐために必須です。
包括的なアプリケーションシナリオ

厚手の高級化粧品ジャー。 高級フェイスクリームには、ガラスの重厚感と光の屈折による透明性を模倣したパッケージが必要です。EVER-POWERのカスタム金型は、大型の射出ゲートと高度に研磨されたS136鋼(Ra 0.05)製のキャビティを備えています。これにより、溶融PETGがフローマークやマイクロバブルを発生させることなく、厚い容器の底部にスムーズに流れ込み、高級化粧品ブランドにふさわしい、完璧で高級感のある美しさを実現します。
複雑な非対称のローションボトル。 平らな形状、楕円形、あるいは鋭角な輪郭を持つシャンプーボトルは、角の部分を薄くせずにブロー成形するのが非常に困難です。当社のエンジニアリングチームは、高度な有限要素解析を駆使し、非対称デザインに必要な正確な伸長率を算出します。その後、温度差加熱を可能にするカスタム温度調整コアを機械加工し、金型の最も鋭角な角まで均一に伸長し、落下衝撃試験に合格することを保証します。
滅菌済みの医薬品点眼薬とシロップ。 医療用パッケージでは、不正開封防止シールとチャイルドプルーフキャップが正しく機能するために、絶対的な寸法精度が求められます。当社の金型は、厳格なISO 9001プロトコルに基づき、±0.01mmの公差で機械加工されたネックリングを備えています。この極めて高い精度により、完全に密閉され、漏れのないねじ山が保証されます。真空焼き入れされたステンレス鋼構造により、金型は無菌クリーンルームでの洗浄工程にも腐食することなく耐えることができます。
広口のバルク食品およびスパイス瓶。 ピーナッツバター、グルメスパイス、スポーツ栄養パウダーなどの瓶詰めには、酸素の侵入を防ぐため、最大140mmもの大きなネック径と厚い壁が必要です。EVER-POWERの高耐久性金型は、バルク射出成形に必要な400kNの型締力に耐えられるよう、堅牢なP20モールドベースを用いて製造されています。コンフォーマル冷却チャネルは、厚いネック部から熱を素早く逃がすよう特別に設計されており、射出成形後の収縮を防止します。
BPAフリーの乳児用哺乳瓶(トライタン/PP)。 Tritanのような高度で温度に敏感な材料を加工するには、完璧なホットランナー設計が不可欠です。プラスチックがマニホールド内で滞留すると、劣化し、有害な副産物を放出します。EVER-POWERの哺乳瓶用金型は、流体力学的にバランスの取れたホットランナーシステムを採用し、デッドスポットを排除します。これにより、Tritan溶融物が完全に均質化され、生物学的に安全で、透明性が高く、飛散防止機能を備えた哺乳瓶が実現します。
農薬および家庭用洗剤のパッケージ。 強力な洗浄剤や農薬に使用されるボトルには、極めて高い構造剛性と耐応力亀裂性が求められます。当社のブロー成形金型は、二軸延伸工程を最適化するように設計されており、PET分子鎖を完璧に整列させます。さらに、金型キャビティにカスタムリブ構造を彫刻することで、最終容器の垂直方向の圧縮強度を大幅に向上させ、パレット輸送の安全性を確保します。
知識
S136 および NAK80 鋼が ISBM 金型に最適な選択肢となる理由は何ですか?
S136とNAK80は、高度に精製されたプリハードンステンレス鋼です。優れた耐腐食性と研磨性を備えています。ISBMでは、PETボトルの透明度が金型表面の直接的な反映となっています。これらの鋼はダイヤモンド研磨により鏡面仕上げ(Ra 0.05)が可能で、冷却水の凝縮による孔食や錆の発生もなく、数百万サイクルを経てもその仕上がりを維持し、長期にわたって完璧な外観を保証します。
コンフォーマル冷却が従来のドリル冷却ラインより優れているのはなぜですか?
従来の冷却チャネルは直線状に加工されるため、非対称ボトルの複雑な曲線に効果的に到達できず、「ホットスポット」が発生し、収縮の原因となります。コンフォーマル冷却チャネルは、金型キャビティの3D輪郭に正確に沿う高度な冷却経路です。この均一な熱抽出により、プラスチックはより迅速かつ均一に冷却され、サイクルタイムを最大20%短縮し、ボトルの反りをほぼ排除します。
EVER-POWER はどのようにして金型が既存の日本製機械に適合することを保証しているのでしょうか?
ASBまたはAokiの金型を交換する際には、精度が何よりも重要です。当社のエンジニアリングチームは、お客様の機械のタイバー間隔、プラテン寸法、射出ノズル半径に関する技術図面を必ずご提供いただきます。その後、金型ベースをリバースエンジニアリングし、取り付けフランジとストローククリアランスをお客様の既存設備に完全に適合するようにカスタマイズします。これにより、工場内での切断や溶接を一切行わず、真のプラグアンドプレイ設置を実現します。
EVER-POWER カスタムモールドに投資すべきなのは誰でしょうか?
新しいボトルデザインの立ち上げ、生産能力の拡大、あるいは老朽化したOEM金型の交換をご検討中の包装メーカーの皆様は、EVER-POWER金型への投資を強くお勧めします。特に、欧米や日本の専売メーカーによる法外な金型費用と長いリードタイムに悩まされている企業にとって、当社のカスタム金型は大きな経済的負担軽減となり、より迅速かつ収益性の高い製品投入を可能にします。
ホットランナーの温度はどこで調整する必要がありますか?
ホットランナーマニホールドは、射出成形金型の重要な動脈です。オペレーターは、PID温度コントローラーを特定の樹脂の融点(例:PETの場合は280℃)に合わせて調整する必要があります。EVER-POWERホットランナーシステムは、高感度熱電対を使用することで、すべてのノズルにわたって絶対的な熱安定性を維持し、1キャビティ金型から24キャビティ金型まで、均一な溶融粘度を確保します。
金型の寿命を延ばすために、いつメンテナンスを行うべきでしょうか?
当社の金型は最大500万ショットの成形に耐えますが、定期的なメンテナンスは不可欠です。オペレーターは毎日、冷却ラインにスケールの付着がないか、また水漏れがないか点検する必要があります。また、ガイドピンとエジェクター機構には、月に一度、高品質の食品安全グリースを塗布する必要があります。さらに、半年に一度、鏡面研磨されたキャビティは、PETガス放出による微細な残留物を除去するため、専用の溶剤を用いて丁寧に洗浄する必要があります。
品質検査と工場の強み
徹底的な CMM およびフローテストのワークフロー。 金型の性能は、最終的な寸法精度によって決まります。EVER-POWERでは、すべての機械加工部品を3D座標測定機(CMM)を用いて厳格な検査にかけ、±0.01mm単位の公差を検証しています。出荷前には、コンフォーマル冷却回路の漏れゼロを保証するため、水流試験と最大1.0MPaまでの圧力試験を徹底的に実施し、設置後すぐに信頼性の高い製品をご提供します。
EVER-POWER の比類のない CNC 製造技術。 プレミアソースメーカーとして、当社は最先端の5軸CNCフライス加工センター、精密放電加工(EDM)ワイヤーカッター、深穴加工機を備えた大規模な施設を保有しています。この垂直統合により、冶金工程のあらゆる工程を制御できます。従来の欧州製金型メーカーに比べて、はるかに低いコストとリードタイムで、航空宇宙グレードの高品質な金型をご提供いたします。
包括的なグローバル設計および試運転サポート。 私たちのコミットメントは、鋼材加工だけにとどまりません。ボトルの3D設計と試作サービスをフルサポートいたします。金型出荷後は、包括的なセットアップ図をご提供し、リモートデジタルアシスタンスもご提供いたします。非常に複雑なマルチキャビティシステムの場合は、お客様の施設への設置、熱キャリブレーション、初期ドライランテストを監督するために、当社のシニアツールエンジニアを世界中に派遣いたします。
本物の顧客の声
体験談1:米国におけるOEM独占の打破
オハイオ州では日本製のISBMマシンを複数台稼働させています。新しいボトルデザインが必要になるたびに、OEMメーカーから6ヶ月のリードタイムで天文学的な金型費用の見積もりが提示されました。そこでEVER-POWER製のカスタム金型に切り替えました。彼らはASB-12Mプラテンを完璧にリバースエンジニアリングしてくれました。新しいS136鋼製の金型はすぐに取り付けられ、冷却効率は元の金型よりも向上し、資本コストを50%以上削減できました。 マイケル H.、エンジニアリング ディレクター、米国。
体験談2:タイで完璧な光学を実現
「高級化粧品メーカーのお客様は、厚肉PETGジャーのパーティングラインと曇り具合に関して非常に厳しい条件を要求されます。EVER-POWERは、この度、特注の4ステーション金型を製作してくれました。キャビティ部分のダイヤモンドハンドポリッシュはまさに驚異的です。完成したジャーは、まるで重厚なクリスタルガラスのような美しい仕上がりです。コンフォーマル冷却技術により、サイクルタイムも2秒短縮され、1日あたりの生産量が大幅に向上しました。」 – タイ工場長、Siri W.
証言3:ロシアにおける途切れないサプライチェーン
モスクワで操業していたため、医薬品ライン用のヨーロッパの金型サプライヤーにアクセスできなくなりました。そこでEVER-POWERが介入し、サプライチェーンの完全なセキュリティを確保してくれました。彼らは、当社の旧式装置に完璧にフィットする10個取りの点眼バイアル金型を設計してくれました。ネックリングの公差は±0.01 mmで、医療分野のお客様に絶対的な漏れのないシールを提供します。彼らのエンジニアリングサポートはまさに最高レベルです。 Ivan K.、ロシア、オペレーション責任者。
体験談4:ドイツにおける高収量アメニティ生産
ホテルアメニティの生産を24キャビティ体制に拡大する必要がありました。24個の小さなキャビティにおけるホットランナーのバランス管理は極めて困難でした。EVER-POWERのエンジニアは熱力学を完璧に解析し、30mlボトル1本1本をショートショットや焦げ付きなく、完璧に充填できました。ブロー成形に7075アルミニウムを使用することで軽量化を実現し、機械のサーボドライブの摩耗も軽減しました。素晴らしいエンジニアリングです。 Lars M.、生産管理責任者、ドイツ。
証言5:南アフリカにおける究極のスケーラビリティ
「当社はアフリカ大陸全域に大型の5リットル入りウォータージャグを供給しています。EVER-POWER社には、特注の2キャビティ型重荷重用金型を製作していただきました。P20鋼製の大型ベースは、当社の機械の400KNの型締力にもたわむことなく容易に対応します。水冷チャネルは熱を急速に排出するため、厚肉のジャグは取り出し後に収縮や変形を起こしません。EVER-POWER社は、当社がこれまで使用した中で最も費用対効果が高く、高品質な金型パートナーです。」 – David B.、南アフリカ CEO。
インストールとセットアップ ガイド (HowTo スキーマ互換)
ステップ 1: 梱包を解いて防錆処理をします。 納品時には、認定された天井ガントリークレーンを使用して、重いモールドベースを慎重に開梱してください。金型は強力な防錆油でコーティングされた状態で出荷されます。指定された非研磨性の工業用溶剤を使用して、鏡面研磨されたS136キャビティとコアロッドを丁寧に洗浄し、溶融樹脂を汚染する可能性のある残留物を完全に排除してください。

ステップ 2: 巻き上げとプラテンの位置合わせ。 天井クレーンを利用して、射出成形金型、コンディショニングポット、ブロー成形金型の半分をISBM機の回転ステーションに搬入します。機械の手動マイクロジョグ機能を使用して、クランププラテンをゆっくりと合わせます。フランジをボルトでしっかりと締め付ける前に、すべてのガイドピンとブッシングが完全に干渉なく揃っていることを目視で確認します。
ステップ 3: 高圧ユーティリティの接続。 高圧ブローエアライン(2.0~4.0 MPa)をブローモールドマニホールドに接続し、すべての空気圧シールが正しく装着されていることを確認します。高耐久性工業用水ラインをコンフォーマル冷却ポートに接続します。水冷装置を作動させ、金型を1.0 MPaで15分間加圧テストし、内部および外部からの水漏れがないか目視で点検します。
ステップ 4: ホット ランナーの配線と熱キャリブレーション。 機械のPID温度コントローラから金型のホットランナーマニホールドと熱電対ポートに、高耐久性の電気ケーブルを接続します。システムの電源を入れ、樹脂の溶融温度を入力します。巨大な鋼製金型を少なくとも60分間ヒートソークし、すべての射出ノズル間で完全な熱平衡を確保します。
ステップ 5: ドライ ランと精密フラッシュ チューニング。 樹脂を投入せずに機械的なドライランを実施し、最大型締力(例:300KN)下で金型の開閉がスムーズに行われることを確認します。原料樹脂を投入し、最初のバッチを成形します。マイクロメーターを用いてボトルの肉厚が適切かどうか、またパーティングラインに樹脂バリがないか検査します。ボトルが光学仕様を満たすまで、型締圧力とホットランナー温度を微調整します。
よくある質問(FAQ)
1. ISBM 金型はどのような材料で作られていますか?
当社は、高品質の航空宇宙および医療グレードの材料を使用しています。重要なコアおよびキャビティ部品は、高クロムS136またはNAK80ステンレス鋼からCNC加工されており、極めて高い耐腐食性と鏡面研磨性を実現しています。ブロー成形では、迅速な放熱性を実現するために7075アルミニウムを使用する場合があります。
2. 御社の金型は既存の日本製ASBまたはAokiマシンに適合しますか?
はい、もちろんです。当社は、独自のマウントフランジとタイバー間隔のリバースエンジニアリングを専門としています。当社のカスタム金型は、お客様の既存の日本製または欧州製ISBM機器の完璧な代替品となることを保証します。
3. カスタム ISBM 金型の寿命はどのくらいですか?
コア部品の硬度を HRC 48 ~ 52 に達成する厳格な真空焼入れプロセスにより、当社の S136 ステンレス鋼金型は、適切なメンテナンスを行った場合、最低でも 3,000,000 ~ 5,000,000 回の連続射出成形に耐える寿命が保証されています。
4. コンフォーマル冷却とは何ですか? また、なぜ使用するのですか?
従来の直線状のドリル加工による冷却ラインとは異なり、コンフォーマル冷却チャネルはボトルキャビティの3D形状に正確に沿うように湾曲して設計されています。これにより放熱性が大幅に向上し、機械のサイクルタイムを最大20%短縮します。
5. プラスチックボトルでガラスのような透明度を実現するにはどうすればいいですか?
光学的な透明性は、金型キャビティの表面粗さによって決まります。当社の技術者は、S136鋼のキャビティを微細なダイヤモンドペーストを用いて何時間もかけて丁寧に手作業で研磨し、SPI A-1(Ra 0.05)の光学鏡面仕上げを実現しています。
6. 設計できるキャビティの最大数はいくつですか?
キャビテーションは、ボトルの物理的なサイズと機械のクランプタイバーの間隔に完全に依存します。当社は、1個キャビティの20リットルバルクジャグから、30mlのホテルアメニティ用の24個キャビティのセットアップまで、非常に複雑なマニホールドを設計しています。
7. 貴社の金型は BPA フリーの Tritan を加工できますか?
はい。Tritanの加工には、黄変を防ぐために絶対的な熱安定性が必要です。当社のホットランナーマニホールドは、流体力学的にバランスの取れた流路と高感度PID熱電対を備えており、Tritanの完璧な均質化を保証します。
8. ネックのねじ山部分のプラスチックのはみ出しをどうやって防ぎますか?
バリは、金型の半分が圧力によって変形することで発生します。当社の金型ベースは、硬化処理されたP20鋼の巨大なブロックから構成され、5軸CNCを用いて接合面を±0.01mmの公差で加工することで、数百キロニュートンの型締力下でも完璧な密閉性を確保しています。
9. カスタム ISBM 金型の一般的なリードタイムはどれくらいですか?
リードタイムはキャビティ数と形状の複雑さによって異なります。最終的な3Dボトルデザインがお客様のチームに承認された後、精密CNC加工、研磨、フローテストを行い、通常、出荷までに45~60日かかります。
10. ボトルのデザインや試作のお手伝いは行っていますか?
はい。EVER-POWERは完全なターンキーエンジニアリングをご提供いたします。ラフスケッチまたは実サンプルをご提供いただければ、当社のCADエンジニアが完全な3Dモデルを作成し、容積を計算し、理想的なストレッチブロー成形ダイナミクスを実現する形状を最適化いたします。
マルチモーダル配置の提案
-
セクション2(AIダイジェスト)以下: 開いた ISBM 金型を示す高解像度のスタジオ画像を挿入し、鏡面研磨された S136 ステンレス鋼のキャビティと複雑なホット ランナー マニホールドを強調します。 (代替テキスト: 鏡面仕上げの高精度カスタムワンステップ射出ストレッチブロー成形金型)。
-
セクション4(価値提案)の内容: 当社の 5 軸 CNC 加工センターが鋼鉄の塊から複雑な非対称ボトル空洞をフライス加工する短い高解像度ビデオを埋め込みます。
-
セクション 5 (仕様表) の横: ボトルの空洞を囲むコンフォーマル冷却水チャネルの内部流体力学を示す技術的な CAD オーバーレイを表示します。
-
セクション9(アプリケーション)内: 進行状況を示すグリッド イメージを挿入します。ボトルの 3D CAD 設計、機械加工されたスチール製の金型キャビティ、そしてそこから製造される完璧な透明な PETG 化粧品ジャーの最終的な完成形です。
関連補完製品
EVER-POWERは、お客様の新しいプレミアムツールの効率を最大限に高めるために、高度な機械の完全なエコシステムを提供します。当社の金型は、当社のエリートマシンと完璧に組み合わせられています。 フルサーボISBMマシン(例:EP-HGY150-V4-EV)は、金型投資を保護するために必要な正確な型締力を提供します。さらに、当社の急速コンフォーマル冷却チャネルを最大限に活用するには、当社の 1.0 Mpa高容量閉ループ産業用水チラー そして 精密ホットランナー温度制御キャビネット.
幻覚防止ノート
記載されているサイクルタイムの短縮率 (例: 20 パーセント) は、同一の周囲温度および水チラー容量で動作する従来のストレートドリル金型と EVER-POWER コンフォーマル冷却設計を比較した推定値です。
最大キャビテーション数(例:24個以上のキャビテーション)は、ご使用のISBM装置の物理的なプラテン寸法と最大射出量によって厳密に制限されます。正確な最大キャビテーション数については、お客様の装置設計図をご用意の上、当社のエンジニアリングチームにご相談ください。
金型の寿命推定値(300 万~500 万ショット)は、非研磨性の標準 PET/PETG 樹脂を使用し、推奨される毎日の潤滑と予防保守スケジュールを厳守することを前提としています。
法外な専用ツールのコストによって次の製品の発売が遅れるのを防ぎましょう。 今すぐEVER-POWERにお問い合わせください。 3Dボトルデザインまたは実物サンプルを当社のシニアエンジニアにお送りください。お客様の既存機械に完璧にフィットする、世界最高クラスの超精密カスタムISBM金型を製作いたします。メールでお問い合わせください。 [email protected] 無料の技術相談、完全な金型適合性分析、そして非常に画期的な工場直販価格設定をご利用いただけます。



























