Descrizione
Stampi per soffiaggio e iniezione personalizzati in un unico passaggio
Il fondamento di qualsiasi operazione di stampaggio a iniezione e stiro-soffiaggio (ISBM) ad alta resa è l'assoluta precisione degli utensili. EVER-POWER offre servizi completi di progettazione e produzione di stampi chiavi in mano, fornendo stampi ISBM di livello mondiale che determinano la trasparenza ottica finale, lo spessore delle pareti e la resistenza all'impatto dei vostri contenitori in PET, PETG e Tritan. Utilizzando lavorazioni CNC a 5 assi avanzate e simulazioni di raffreddamento fluidodinamico, i nostri stampi sono progettati per accelerare l'estrazione termica, riducendo così i tempi di ciclo complessivi della macchina. Progettati come perfetti sostituti plug-and-play per gli utensili OEM su macchinari giapponesi e occidentali, gli stampi EVER-POWER consentono ai produttori globali di lanciare rapidamente progetti di packaging complessi senza spese in conto capitale proibitive.
-
Metallurgia Premium: Realizzati utilizzando acciaio inossidabile S136 o NAK80 altamente resistente per cavità e anime, ottenendo una durezza superficiale di HRC 48-52 per milioni di cicli senza manutenzione.
-
Compatibilità universale: Flange, spaziatura delle barre di collegamento e interfacce degli ugelli sono progettati su misura per adattarsi perfettamente alle macchine EVER-POWER, nonché alle apparecchiature ISBM giapponesi (ASB, Aoki) ed europee.
-
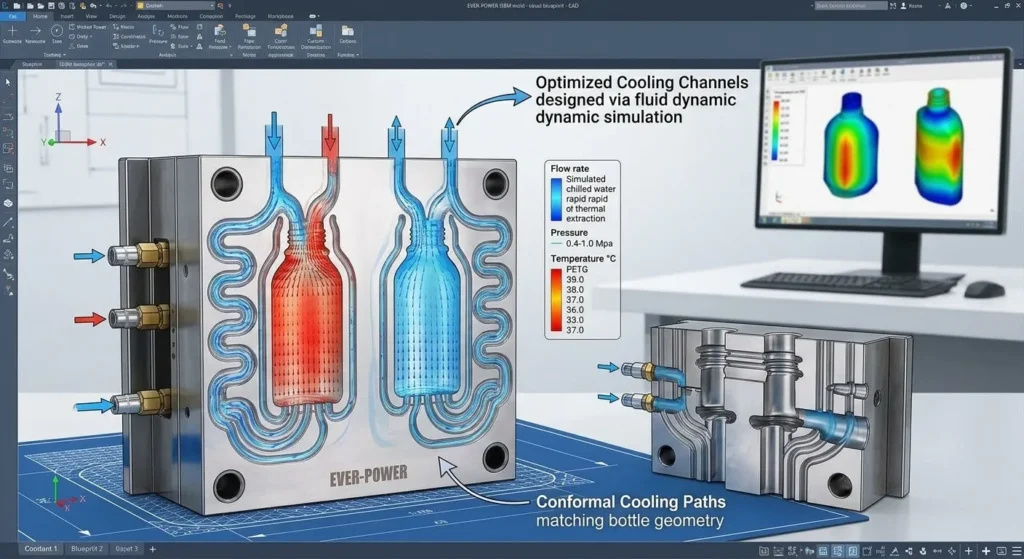
Canali di raffreddamento ottimizzati: Dispone di canali di raffreddamento dell'acqua conformi progettati tramite simulazione fluidodinamica, consentendo una rapida estrazione termica (pressione dell'acqua 0,4 – 0,6 Mpa) per ridurre significativamente i tempi di ciclo.
-
Lucidatura di grado ottico: Le cavità vengono sottoposte a una meticolosa lucidatura manuale con pasta diamantata per ottenere una rugosità superficiale estrema pari a Ra 0,05, che conferisce ai vasetti cosmetici in PETG una trasparenza simile al vetro.
-
Cavitazione dinamica: In grado di realizzare configurazioni estremamente complesse, che spaziano da stampi per contenitori sfusi a 2 cavità di grandi dimensioni a configurazioni per fiale per servizi alberghieri a 24 cavità ad altissima resa.

Proposta di valore
Chiarezza ottica e perfezione estetica senza pari. L'industria cosmetica e delle bevande di alta qualità richiede un packaging che riproduca in modo impeccabile il peso e la trasparenza del vetro. Gli stampi ISBM EVER-POWER raggiungono questo obiettivo attraverso un'attenta selezione metallurgica e rigorose tecniche di lucidatura a mano. Utilizzando acciaio inossidabile S136 di alta qualità lucidato a specchio, eliminiamo le microscopiche abrasioni superficiali sulle pareti dello stampo. Ciò garantisce che il materiale soffiato in PET o PETG emerga con una trasparenza assoluta e cristallina, completamente privo di opacità, segni di trascinamento o linee di separazione visibili, valorizzando la presenza del vostro marchio al dettaglio.
Riduzione drastica del tempo di ciclo tramite raffreddamento conforme. Il tempo è la risorsa più costosa nella produzione industriale di plastica. Il nostro team di ingegneri utilizza software termodinamici avanzati per progettare canali di raffreddamento conformati che seguano fedelmente i complessi profili geometrici del design specifico della vostra bottiglia. Mantenendo un flusso altamente efficiente di acqua refrigerata da 0,4 a 1,0 Mpa direttamente adiacente alla plastica calda, i nostri stampi estraggono il calore latente fino al 20% più velocemente rispetto alle tradizionali linee di raffreddamento a foratura dritta. Questo accelera la fase di solidificazione della plastica, riducendo drasticamente i tempi di ciclo complessivi e aumentando notevolmente la produttività oraria giornaliera.
Indipendenza conveniente dagli OEM proprietari. Storicamente, l'acquisto di stampi sostitutivi o nuovi per macchine ISBM giapponesi o europee richiedeva il pagamento di esorbitanti ricarichi proprietari OEM. EVER-POWER libera i produttori globali da queste catene di fornitura restrittive. Eseguiamo il reverse engineering delle piastre di montaggio specifiche, delle profondità di corsa e delle interfacce pneumatiche dei vostri macchinari esistenti. Questo ci consente di fornire stampi sostitutivi drop-in di prima qualità e completamente compatibili a una frazione del costo, accelerando significativamente il ritorno sull'investimento (ROI) per il lancio di nuovi prodotti.
Tabella delle specifiche tecniche (formato universale delle specifiche tecniche)
Nota: i parametri si basano sugli standard di progettazione degli utensili EVER-POWER verificati, che forniscono dati metallurgici e geometrici essenziali per i team di approvvigionamento aziendali.
| Articolo di specifica | Dettagli dei parametri/componenti di ingegneria |
| Materiali compatibili | PET, PETG, PC, Tritan, PP, PMMA, PS |
| Materiale del nucleo/cavità | Acciaio inossidabile S136 / NAK80 / Alluminio 7075 |
| Materiale di base dello stampo | Acciaio ad alto tenore di carbonio P20 / 45# |
| Durezza del materiale | HRC 48 – 52 (dopo tempra sotto vuoto) |
| Qualità della lucidatura superficiale | Ra 0,05 (finitura a specchio ottico SPI A-1) |
| Gamma di cavitazione | Da 1 a 24+ cavità (personalizzabili) |
| Pressione dell'acqua di raffreddamento | 0,4 – 1,0 MPa |
| Interfaccia aria ad alta pressione | 2,0 – 4,0 Mpa (compatibile) |
| Classe di precisione | DIN 6 / ISO 7 / Tolleranze fino a ±0,01 mm |
| Intervallo di temperatura di esercizio | Acqua refrigerata (10°C) a canale caldo (280°C) |
| Standard di finitura del manico | PCO 1881, 28 mm, 38 mm, Snap-On personalizzato |
| Durata stimata | Minimo da 3.000.000 a 5.000.000 di colpi |
| Standard di flangia | Compatibile con JIS, DIN, ANSI |
| Peso dello stampo | Varia in base alla cavitazione (tipicamente 300 kg – 1500 kg) |
Tabella di compatibilità e sostituzione
Gli stampi ISBM personalizzati EVER-POWER sono progettati per colmare il divario tra diverse piattaforme di macchinari globali, garantendo la massima flessibilità operativa.
| Macchina per la sostituzione del bersaglio | Capacità di utensili EVER-POWER | Compatibilità e dettagli di corrispondenza |
| Serie EVER-POWER / BPET | Gamma completa (3, 4 e 6 stazioni) | Integrazione nativa. Perfettamente compatibile con i nostri profili di serraggio servoassistiti (da 50 KN a 400 KN) e con i passi degli ugelli dei canali caldi. |
| Serie ASB giapponese (ad esempio, 12M, 70DPH) | Stampi personalizzati compatibili con ASB | Replica esatta della spaziatura delle barre di collegamento ASB, delle filettature di montaggio e delle interfacce degli ugelli di iniezione per un vero funzionamento plug-and-play. |
| Serie giapponese Aoki (ad esempio, 250) | Stampi personalizzati compatibili con Aoki | Anelli di tenuta e nuclei di condizionamento progettati con precisione per adattarsi alla particolare architettura di lavorazione a calore diretto di Aoki. |
Allineamento agli standard industriali (ISO/DIN)
Rigorosi standard metallurgici DIN e JIS. La longevità e le prestazioni di uno stampo sono determinate dalla purezza del suo acciaio. EVER-POWER utilizza acciai certificati a livello internazionale. Utilizziamo acciaio inossidabile S136 (equivalente a DIN 1.2083) e NAK80 (standard JIS) per i componenti critici di anima e cavità. Questi materiali possiedono eccezionali proprietà anticorrosive contro la fuoriuscita di gas da PVC e PET, garantendo allo stampo il mantenimento della sua integrità strutturale e della sua lucidatura ottica per milioni di cicli.
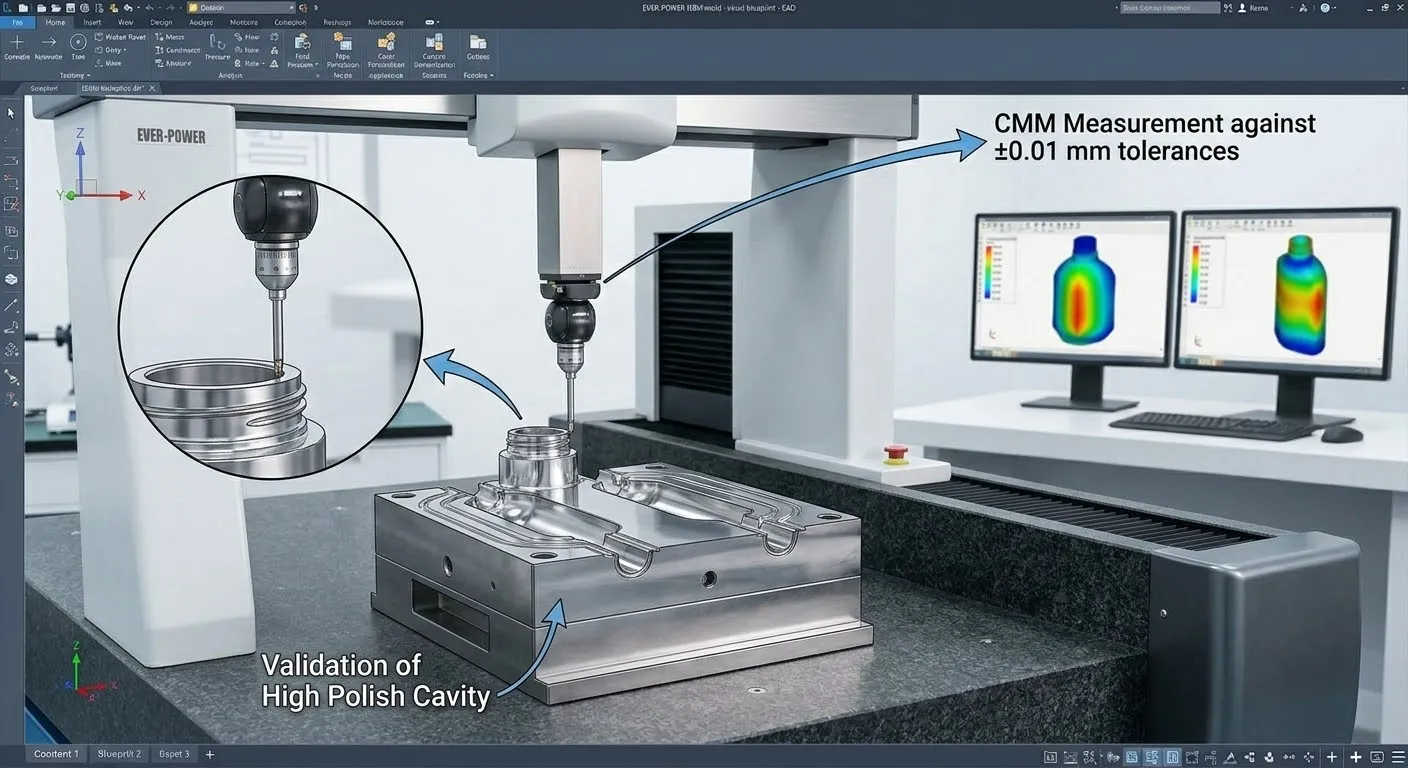
Lavorazioni meccaniche di precisione ISO 9001. Ogni base stampo, collettore a canale caldo e anello di collare sono realizzati secondo rigorosi sistemi di gestione della qualità ISO 9001. Utilizziamo centri di lavoro CNC a 5 assi e macchine di misura a coordinate (CMM) per garantire tolleranze dimensionali di ±0,01 mm. Questa classe di precisione estrema è obbligatoria per prevenire sbavature della plastica sulle linee di giunzione sotto una forza di chiusura a iniezione di oltre 300 kN.
Scenari applicativi completi

Barattoli per cosmetici di lusso con pareti spesse. Le creme viso di alta qualità richiedono un packaging che imiti il peso elevato e la trasparenza del vetro, che riflette la luce. Gli stampi personalizzati EVER-POWER sono progettati con iniettori sovradimensionati e cavità in acciaio S136 lucidato a specchio (Ra 0,05). Questo garantisce che il PETG fuso scorra uniformemente nella base spessa del barattolo senza lasciare segni di scorrimento o microbolle, ottenendo un'estetica impeccabile e lussuosa che esalta i marchi cosmetici di fascia alta.
Complesse bottiglie di lozione asimmetriche. I flaconi di shampoo piatti, ovali o dai contorni netti sono notoriamente difficili da soffiare senza assottigliare la plastica agli angoli estremi. Il nostro team di ingegneri utilizza un'analisi avanzata degli elementi finiti per mappare gli esatti rapporti di allungamento richiesti per i design asimmetrici. Quindi realizziamo nuclei di condizionamento della temperatura personalizzati che applicano un riscaldamento differenziale, garantendo che la plastica si allunghi uniformemente fino agli angoli più acuti dello stampo senza superare i test di impatto.
Colliri e sciroppi farmaceutici sterili. Il confezionamento medicale richiede un'assoluta precisione dimensionale per garantire il corretto funzionamento dei sigilli di sicurezza e dei tappi a prova di bambino. I nostri stampi sono dotati di anelli di tenuta lavorati con una tolleranza di ±0,01 mm secondo i rigorosi protocolli ISO 9001. Questa estrema precisione garantisce filettature perfettamente sigillate e a prova di perdite. La struttura in acciaio inossidabile temprato sotto vuoto garantisce che gli stampi possano resistere alle procedure di lavaggio in camera bianca senza corrodersi.
Barattoli per alimenti e spezie sfusi a bocca larga. I barattoli per burro di arachidi, spezie gourmet e polveri per integratori sportivi richiedono diametri del collo elevati (fino a 140 mm) e pareti spesse per impedire l'ingresso di ossigeno. Gli stampi per impieghi gravosi EVER-POWER sono realizzati utilizzando robuste basi in P20 per resistere alle forze di serraggio di 400 kN richieste per l'iniezione in massa. I canali di raffreddamento conformati sono specificamente progettati per estrarre rapidamente il calore dalla finitura spessa del collo, prevenendo il restringimento post-espulsione.
Biberon per l'allattamento al seno senza BPA (Tritan/PP). La lavorazione di materiali avanzati e sensibili alla temperatura come il Tritan richiede una progettazione impeccabile del canale caldo. Se la plastica ristagna nel collettore, si degrada e rilascia sottoprodotti pericolosi. Gli stampi per biberon EVER-POWER sono dotati di sistemi a canale caldo bilanciati idrodinamicamente che eliminano i punti morti. Ciò garantisce che la massa fusa di Tritan rimanga perfettamente omogeneizzata, dando vita a biberon biologicamente sicuri, altamente trasparenti e infrangibili.
Imballaggi per prodotti agrochimici e detergenti per la casa. Le bottiglie utilizzate per detergenti aggressivi e pesticidi richiedono un'estrema rigidità strutturale e resistenza alle cricche da stress. I nostri stampi per soffiaggio sono progettati per ottimizzare la fase di stiramento biassiale, forzando le catene molecolari del PET a un perfetto allineamento. Inoltre, possiamo incidere strutture nervate personalizzate nella cavità dello stampo, aumentando significativamente la resistenza allo schiacciamento verticale del contenitore finale per una spedizione sicura su pallet.
Conoscenza
Perché gli acciai S136 e NAK80 rappresentano la scelta ottimale per gli stampi ISBM?
S136 e NAK80 sono acciai inossidabili pretemprati altamente raffinati. Possiedono eccezionali proprietà anticorrosione e un'eccellente lucidabilità. Nell'ISBM, la trasparenza della bottiglia in PET è un riflesso diretto della superficie dello stampo. Questi acciai possono essere lucidati al diamante fino a ottenere una finitura a specchio (Ra 0,05) e mantengono tale finitura per milioni di cicli senza corrosione o ruggine dovuta alla condensa dell'acqua di raffreddamento, garantendo una perfezione ottica a lungo termine.
Perché il raffreddamento conforme è superiore alle tradizionali linee di raffreddamento forate?
I canali di raffreddamento tradizionali sono forati in linee rette, il che non consente loro di raggiungere efficacemente le curve complesse di una bottiglia asimmetrica, lasciando "punti caldi" che causano il restringimento. I canali di raffreddamento conformati sono percorsi avanzati che seguono l'esatto contorno 3D della cavità dello stampo. Questa estrazione termica uniforme raffredda la plastica molto più rapidamente e uniformemente, riducendo i tempi di ciclo fino al 20% ed eliminando praticamente il rischio di bottiglie deformate.
In che modo EVER-POWER garantisce che gli stampi siano adatti alle macchine giapponesi esistenti?
Quando si sostituisce uno stampo ASB o Aoki, la precisione è fondamentale. Il nostro team di ingegneri richiede i progetti tecnici relativi alla spaziatura delle colonne, alle dimensioni del piano e al raggio dell'ugello di iniezione della vostra macchina. Successivamente, eseguiamo il reverse engineering della base dello stampo, personalizzando le flange di montaggio e gli spazi di corsa per adattarli perfettamente alle vostre apparecchiature esistenti. Questo garantisce un'installazione plug-and-play senza tagli o saldature in fabbrica.
Chi dovrebbe investire negli stampi personalizzati EVER-POWER?
Qualsiasi produttore di imballaggi che desideri lanciare un nuovo design di bottiglia, espandere la capacità produttiva o sostituire utensili OEM usurati dovrebbe investire negli stampi EVER-POWER. In particolare, le aziende che soffrono dei costi esorbitanti degli utensili e dei lunghi tempi di consegna dei produttori proprietari occidentali e giapponesi troveranno nei nostri stampi personalizzati un enorme sollievo finanziario, consentendo lanci di prodotto più rapidi e redditizi.
Dove devono essere calibrate le temperature del canale caldo?
Il collettore del canale caldo è l'arteria critica dello stampo a iniezione. Gli operatori devono calibrare i controllori di temperatura PID in modo che corrispondano esattamente al punto di fusione della resina specifica (ad esempio, 280 °C per il PET). Il sistema a canale caldo EVER-POWER utilizza termocoppie ad alta sensibilità per mantenere un'assoluta stabilità termica su tutti gli ugelli, garantendo una viscosità uniforme del fuso sia che si inietti uno stampo a 1 cavità che uno a 24 cavità.
Quando è necessario effettuare la manutenzione della muffa per garantirne la longevità?
Sebbene i nostri stampi siano progettati per resistere fino a 5.000.000 di cicli, la manutenzione ordinaria è fondamentale. Ogni giorno, gli operatori devono ispezionare le linee di raffreddamento per verificare la presenza di incrostazioni e perdite d'acqua. Mensilmente, i perni guida e la meccanica dell'eiettore devono essere lubrificati con grasso alimentare di alta qualità. Semestralmente, le cavità lucidate a specchio devono essere pulite accuratamente con solventi specifici per rimuovere eventuali microresidui derivanti dalla fuoriuscita di gas dal PET.
Controllo di qualità e punti di forza della fabbrica
Flussi di lavoro completi per CMM e test di flusso. La qualità di uno stampo dipende dalla sua precisione dimensionale finale. In EVER-POWER, ogni componente lavorato viene sottoposto a rigorosi controlli utilizzando macchine di misura a coordinate 3D (CMM) per verificare tolleranze fino a ±0,01 mm. Prima della spedizione, eseguiamo test completi di portata d'acqua e pressione fino a 1,0 MPa per garantire l'assenza di perdite nei circuiti di raffreddamento conformati, assicurando un'affidabilità immediata al momento dell'installazione.
L'impareggiabile competenza di EVER-POWER nella produzione CNC. In qualità di produttore di materie prime di primo livello, disponiamo di un'ampia struttura dotata di avanzati centri di fresatura CNC a 5 assi, macchine per elettroerosione a filo di precisione e attrezzature per foratura profonda. Questa integrazione verticale ci consente di controllare ogni fase del processo metallurgico. Forniamo utensili di qualità aerospaziale di alta qualità a una frazione dei costi e dei tempi di consegna dei tradizionali produttori di stampi europei.
Supporto completo alla progettazione e alla messa in servizio a livello globale. Il nostro impegno va ben oltre la lavorazione dell'acciaio. Offriamo servizi completi di progettazione e prototipazione 3D di bottiglie. Una volta spedito lo stampo, forniamo schemi di configurazione completi e offriamo assistenza digitale da remoto. Per sistemi multi-cavità altamente complessi, inviamo prontamente i nostri ingegneri senior in tutto il mondo per supervisionare l'installazione, la calibrazione termica e i test iniziali a secco presso la vostra struttura.
Testimonianze autentiche dei clienti
Testimonianza 1: Rompere il monopolio OEM negli USA
“Utilizziamo diverse macchine ISBM giapponesi in Ohio. Ogni volta che avevamo bisogno di un nuovo design di bottiglia, l'OEM ci proponeva costi di attrezzaggio astronomici con tempi di consegna di 6 mesi. Siamo passati agli stampi personalizzati EVER-POWER. Hanno riprogettato alla perfezione i nostri piani ASB-12M. Il nuovo stampo in acciaio S136 è stato installato subito, l'efficienza di raffreddamento è addirittura migliore dell'originale e abbiamo risparmiato oltre il 50% sui costi di capitale.” – Michael H., Direttore dell'ingegneria, Stati Uniti.
Testimonianza 2: Raggiungere la perfezione ottica in Thailandia
I nostri clienti di cosmetici di lusso sono estremamente rigorosi riguardo alle linee di separazione e all'opacità dei loro vasetti in PETG a pareti spesse. EVER-POWER ha realizzato per noi uno stampo personalizzato a 4 stazioni. La loro lucidatura a mano al diamante delle cavità è semplicemente spettacolare. I vasetti escono esattamente come il cristallo pesante. Il raffreddamento conformato ha anche ridotto di 2 secondi il tempo di ciclo, aumentando notevolmente la nostra produzione giornaliera. Siri W., Direttore dello stabilimento, Thailandia.
Testimonianza 3: Catene di fornitura ininterrotte in Russia
"Operando a Mosca, abbiamo perso l'accesso ai nostri fornitori europei di stampi per le nostre linee farmaceutiche. EVER-POWER è intervenuta e ha garantito la sicurezza completa della supply chain. Hanno progettato uno stampo per flaconi di collirio a 10 cavità che si adattava perfettamente alle nostre macchine legacy. La tolleranza di ±0,01 mm sugli anelli del collo garantisce una tenuta stagna assoluta per i nostri clienti del settore medicale. Il loro supporto ingegneristico è assolutamente di prim'ordine." – Ivan K., Responsabile delle operazioni, Russia.
Testimonianza 4: Produzione di servizi ad alto rendimento in Germania
"Avevamo bisogno di adattare la nostra produzione di articoli da toeletta per hotel a una configurazione a 24 cavità. Gestire il bilanciamento del canale caldo su 24 minuscole cavità è estremamente difficile. Gli ingegneri di EVER-POWER hanno azzeccato la dinamica termica. Ogni singolo flacone da 30 ml si riempie perfettamente, senza perdite di pressione o bruciature. L'uso di alluminio 7075 per lo stampo di soffiaggio ha ridotto il peso, riducendo l'usura dei servoazionamenti della nostra macchina. Un'ingegneria brillante." – Lars M., Supervisore di produzione, Germania.
Testimonianza 5: Scalabilità assoluta in Sud Africa
Forniamo enormi taniche d'acqua da 5 litri in tutto il continente africano. EVER-POWER ci ha costruito uno stampo personalizzato a 2 cavità per impieghi gravosi. La massiccia base in acciaio P20 sopporta facilmente la forza di serraggio di 400 kN della nostra macchina senza flettersi. I canali di raffreddamento ad acqua estraggono il calore così rapidamente che le nostre taniche a pareti spesse non si restringono né si deformano dopo l'espulsione. Sono il partner di utensili più conveniente e di alta qualità che abbiamo mai utilizzato. David B., CEO, Sudafrica.
Guida all'installazione e alla configurazione (compatibile con lo schema HowTo)
Fase 1: Disimballaggio e preparazione antiruggine. Alla consegna, disimballare con cura la base dello stampo pesante utilizzando una gru a ponte certificata. Lo stampo viene spedito rivestito con olio industriale antiruggine pesante. Utilizzare solventi industriali non abrasivi specifici per pulire meticolosamente le cavità e le barre di supporto in S136 lucidate a specchio, assicurandosi che non rimangano residui che potrebbero contaminare la plastica fusa.

Fase 2: Sollevamento e allineamento del piatto. Utilizzare la gru a ponte per manovrare lo stampo a iniezione, i contenitori di condizionamento e le metà dello stampo di soffiaggio nelle stazioni rotanti della macchina ISBM. Utilizzare la funzione di micro-jog manuale della macchina per avvicinare lentamente i piani di serraggio. Verificare visivamente che tutti i perni guida e le boccole siano perfettamente allineati, senza alcuna interferenza, prima di serrare le flange.
Fase 3: Collegamento delle utenze ad alta pressione. Collegare le linee di soffiaggio ad alta pressione (2,0-4,0 Mpa) al collettore dello stampo di soffiaggio, assicurandosi che tutte le guarnizioni pneumatiche siano posizionate correttamente. Collegare le linee di acqua industriale per impieghi gravosi alle porte di raffreddamento conformate. Attivare il refrigeratore d'acqua ed effettuare un test di pressione dello stampo a 1,0 Mpa per 15 minuti, ispezionando visivamente eventuali perdite d'acqua interne o esterne.
Fase 4: Cablaggio del canale caldo e calibrazione termica. Collegare i cavi elettrici ad alta resistenza dal regolatore di temperatura PID della macchina al collettore del canale caldo dello stampo e alle porte della termocoppia. Accendere il sistema e immettere le temperature di fusione specifiche della resina. Lasciare che lo stampo in acciaio massiccio si scaldi per almeno 60 minuti per garantire l'equilibrio termico assoluto su tutti gli ugelli di iniezione.
Fase 5: Prova a secco e messa a punto di precisione del flash. Eseguire una prova meccanica a secco senza plastica per verificare l'apertura e la chiusura fluide dello stampo a pieno tonnellaggio di serraggio (ad esempio, 300 kN). Introdurre la resina grezza e avviare il primo lotto. Ispezionare le bottiglie con un micrometro per verificare il corretto spessore delle pareti e verificare le linee di separazione per verificare la presenza di sbavature di plastica. Regolare con precisione la pressione di serraggio e le temperature del canale caldo fino a quando la bottiglia non soddisfa le specifiche ottiche ottimali.
Domande frequenti (FAQ)
1. Di quali materiali sono realizzati i vostri stampi ISBM?
Utilizziamo materiali di alta qualità per il settore aerospaziale e medicale. I componenti critici del nucleo e della cavità sono lavorati a CNC in acciaio inossidabile S136 o NAK80 ad alto tenore di cromo, per un'estrema resistenza alla corrosione e una lucidabilità a specchio. Gli stampi per soffiaggio possono utilizzare alluminio 7075 per una rapida dissipazione del calore.
2. I vostri stampi sono compatibili con le mie attuali macchine giapponesi ASB o Aoki?
Assolutamente sì. Siamo specializzati nel reverse engineering di flange di montaggio proprietarie e distanziali per colonne. Garantiamo che i nostri stampi personalizzati saranno una perfetta sostituzione diretta per le vostre vecchie apparecchiature ISBM giapponesi o europee.
3. Quanto dura uno stampo ISBM personalizzato?
Grazie ai nostri rigorosi processi di tempra sotto vuoto che raggiungono una durezza HRC 48-52 sui componenti principali, i nostri stampi in acciaio inossidabile S136 sono classificati per una durata minima di 3.000.000 - 5.000.000 di iniezioni continue con una corretta manutenzione.
4. Che cos'è il raffreddamento conforme e perché viene utilizzato?
A differenza delle tradizionali linee di raffreddamento con fori dritti, i canali di raffreddamento conformati sono progettati per curvarsi e seguire l'esatta geometria 3D della cavità della bottiglia. Questo migliora drasticamente l'estrazione del calore, riducendo i tempi di ciclo della macchina fino al 20%.
5. Come si ottiene una trasparenza simile al vetro sulle bottiglie di plastica?
La trasparenza ottica è determinata dalla rugosità superficiale della cavità dello stampo. I nostri tecnici dedicano ore alla lucidatura manuale meticolosa delle cavità in acciaio S136 utilizzando una pasta diamantata microscopica per ottenere una finitura ottica a specchio SPI A-1 (Ra 0,05).
6. Qual è il numero massimo di cavità che puoi progettare?
La cavitazione dipende interamente dalle dimensioni fisiche della bottiglia e dalla spaziatura delle barre di serraggio della macchina. Progettiamo collettori altamente complessi in grado di supportare contenitori da 20 litri a 1 cavità, fino a configurazioni estreme a 24 cavità per prodotti da 30 ml per hotel.
7. I vostri stampi possono lavorare con Tritan senza BPA?
Sì. La lavorazione del Tritan richiede un'assoluta stabilità termica per prevenire l'ingiallimento. Progettiamo i nostri collettori a canale caldo con percorsi di flusso bilanciati idrodinamicamente e termocoppie PID ad alta sensibilità per garantire una perfetta omogeneizzazione del Tritan.
8. Come si evita la formazione di schegge di plastica sulle filettature del collo?
La sfiammatura si verifica quando le metà dello stampo si flettono sotto pressione. Costruiamo le nostre basi per stampi partendo da massicci blocchi di acciaio P20 temprato e lavoriamo le superfici di accoppiamento con tolleranze di ±0,01 mm utilizzando CNC a 5 assi, garantendo una tenuta perfettamente ermetica anche con centinaia di kilonewton di forza di serraggio.
9. Qual è il tempo di consegna tipico per uno stampo ISBM personalizzato?
I tempi di consegna variano in base al numero di cavità e alla complessità geometrica. Dopo l'approvazione del progetto 3D finale della bottiglia da parte del vostro team, la lavorazione CNC di precisione, la lucidatura e il test di flusso richiedono in genere dai 45 ai 60 giorni prima della spedizione.
10. Fornisci assistenza nella progettazione e nella prototipazione delle bottiglie?
Sì. EVER-POWER offre un servizio di progettazione chiavi in mano completo. Potete fornirci uno schizzo o un campione fisico e i nostri ingegneri CAD genereranno modelli 3D completi, calcoleranno le capacità di volume e ottimizzeranno la geometria per ottenere le dinamiche ideali di stiro-soffiaggio.
Suggerimenti per il posizionamento multimodale
-
Di seguito la Sezione 2 (AI Digest): Inserire un'immagine in studio ad alta risoluzione che mostra uno stampo ISBM aperto, evidenziando le cavità in acciaio inossidabile S136 lucidato a specchio e il complesso collettore del canale caldo. (Testo alternativo: Stampo per soffiaggio e iniezione personalizzato ad alta precisione in un unico passaggio con finitura a specchio).
-
All'interno della Sezione 4 (Proposta di valore): Incorpora un breve video ad alta definizione del nostro centro di lavorazione CNC a 5 assi che fresa una complessa cavità asimmetrica per una bottiglia da un blocco solido di acciaio.
-
Accanto alla Sezione 5 (Tabella delle specifiche): Visualizza una sovrapposizione CAD tecnica che mostra la dinamica dei fluidi interni dei canali dell'acqua di raffreddamento conformi che avvolgono la cavità di una bottiglia.
-
All'interno della Sezione 9 (Applicazioni): Inserisci un'immagine a griglia che mostra la progressione: un progetto CAD 3D di una bottiglia, la cavità dello stampo in acciaio lavorato e il barattolo cosmetico in PETG trasparente e impeccabile che ne deriva.
Prodotti complementari correlati
Per massimizzare l'efficienza dei tuoi nuovi utensili di alta qualità, EVER-POWER offre un ecosistema completo di macchinari all'avanguardia. I nostri stampi si abbinano perfettamente ai nostri macchinari d'élite. Macchine ISBM completamente servo (ad esempio, EP-HGY150-V4-EV), che forniscono la forza di serraggio precisa necessaria per proteggere il vostro investimento nello stampo. Inoltre, per sfruttare appieno i nostri canali di raffreddamento conformati rapidi, consigliamo vivamente di integrare il nostro Refrigeratori d'acqua industriali a circuito chiuso ad alta capacità da 1,0 Mpa E Armadi di controllo della temperatura del canale caldo di precisione.
Note anti-allucinazione
Le riduzioni dei tempi di ciclo dichiarate (ad esempio, 20%) sono stime basate sul confronto tra i progetti di raffreddamento conformato EVER-POWER e gli stampi tradizionali con foratura dritta che operano a temperature ambiente e capacità di refrigerazione dell'acqua identiche.
La cavitazione massima (ad esempio, 24+ cavità) è strettamente limitata dalle dimensioni fisiche del piano e dal volume di iniezione massimo della vostra specifica macchina ISBM. Consultate il nostro team di ingegneri con i progetti della vostra macchina per determinare il limite massimo esatto di cavità.
Le stime sulla durata di vita dello stampo (3-5 milioni di stampe) presuppongono l'uso di resine PET/PETG standard non abrasive e la rigorosa aderenza ai programmi di lubrificazione giornaliera e manutenzione preventiva consigliati.
Smetti di lasciare che i costi esorbitanti degli strumenti proprietari ritardino il lancio del tuo prossimo prodotto. Contatta EVER-POWER oggi stesso. Invia ai nostri ingegneri senior il tuo progetto di bottiglia in 3D o un campione fisico e lasciaci costruire uno stampo ISBM personalizzato di altissima precisione e di livello mondiale, che si adatti perfettamente ai tuoi macchinari esistenti. Inviaci un'e-mail a [email protected] per una consulenza tecnica gratuita, un'analisi completa della compatibilità degli stampi e prezzi altamente competitivi direttamente dalla fabbrica.



























