
وصف
ماكينة نفخ وحقن القوالب ذات الصفين وأربع محطات EP-HGY250-V4-B

The EP-HGY250-V4-B revolutionizes high-yield plastic packaging through its specialized double-row structural design. Operating as an advanced 4-station injection stretch blow moulding (ISBM) system, it integrates three highly efficient servo pump systems to manage a 300 KN injection clamping force. The independent temperature regulation station guarantees flawless thermal distribution for thick-walled PET, PETG, and Tritan containers. By accommodating dual-row molds, the EP-HGY250-V4-B allows global manufacturers to double their cavitation and hourly output for smaller bottles, drastically reducing per-unit manufacturing costs compared to traditional single-row Japanese or Western equipment.
-
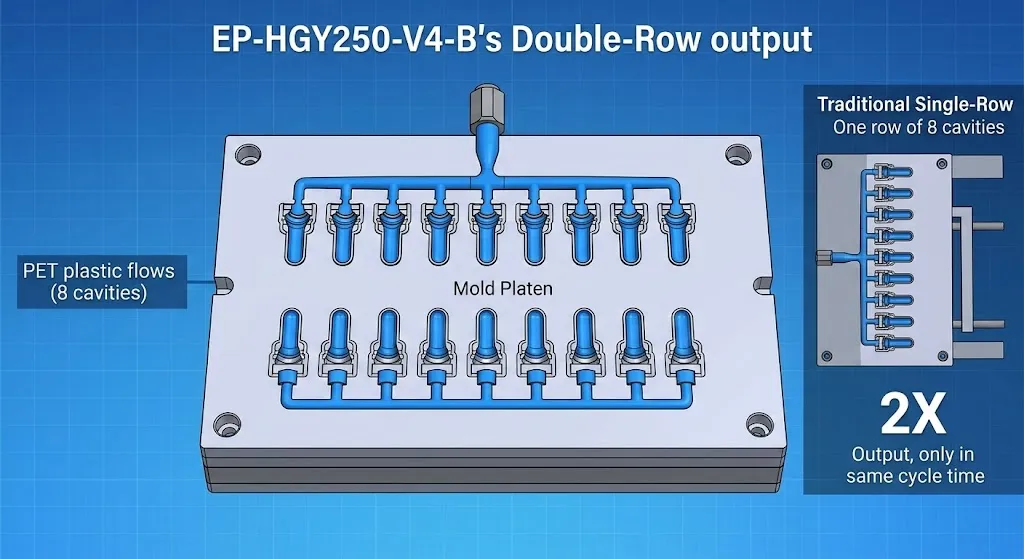
Double-Row Cavitation Design: Specifically engineered to support dual-row mold layouts, effectively doubling the production output of small to medium-sized containers within the exact same cycle time.
-
Massive Clamping Power: Delivers a formidable 300 KN injection clamping force and a 250 KN blowing clamping force, ensuring zero mold deflection even across expansive dual-row mold plates.
-
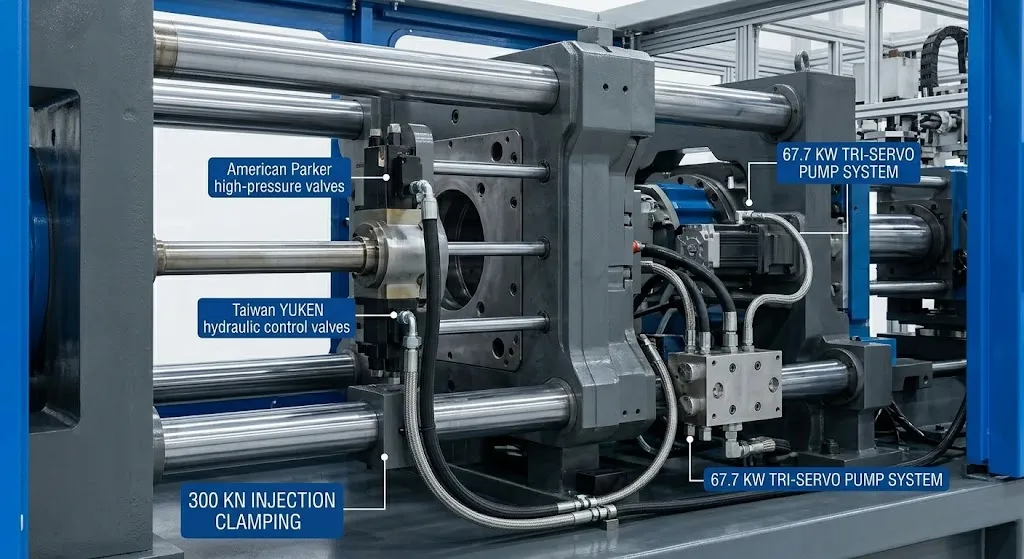
Tri-Servo Pump Efficiency: Utilizes three sets of advanced servo pump systems driven by a powerful 67.7 KW Inovance/WEICHI servo motor, slashing continuous energy draw by up to 40 percent.
-
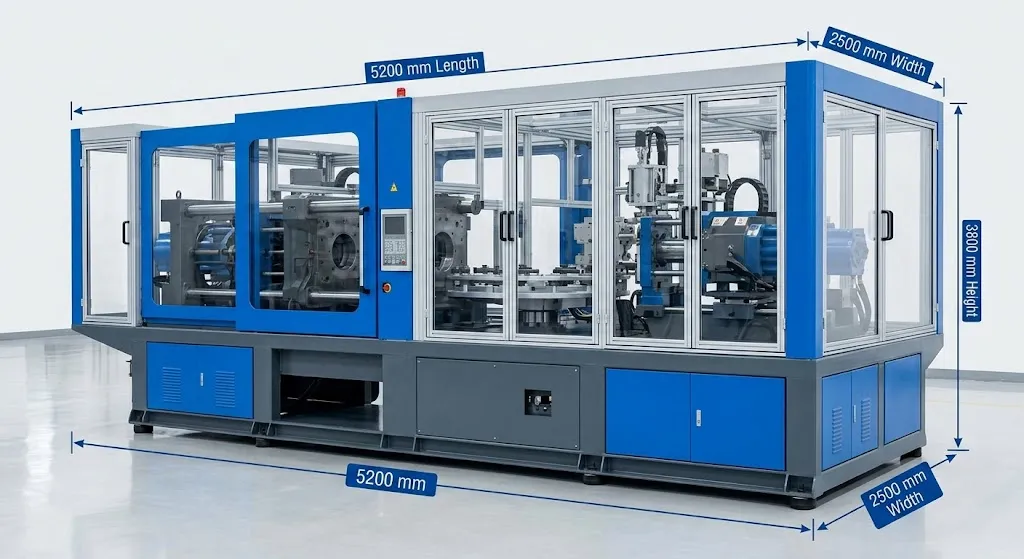
Heavy-Duty Construction: Features a robust 16-ton steel chassis measuring 5200 mm x 2500 mm x 3800 mm, guaranteeing absolute vibration dampening and precise micro-millimeter alignment for 24/7 operations.
-
High-Volume Injection Capacity: Accommodates screw diameters from 50 mm to 60 mm, providing a versatile theoretical injection volume ranging from 315 cm3 up to 480 cm3 to fill high-cavitation molds.
عرض القيمة
Exponential Output via Double-Row Engineering. The EP-HGY250-V4-B is purposefully built to maximize factory floor profitability. By utilizing a double-row mold configuration, manufacturers producing 15 ml to 1000 ml bottles can effectively double their mold cavities (e.g., upgrading from 8 to 16 cavities). This architectural advantage allows for massive production volumes of hotel amenities, eye drops, and single-serve cosmetics without requiring additional machines or factory floor space, cutting capital investment drastically.
Mastery over Complex Geometries at High Volumes. The 4-station architecture introduces a dedicated preform temperature conditioning phase before stretching. This thermal manipulation is critical when processing high-cavitation dual-row molds, as it ensures absolute thermal uniformity across every single preform. The EP-HGY250-V4-B eliminates the material thinning and uneven distribution issues that plague standard 3-station machines, guaranteeing a premium, glass-like finish for every luxury bottle produced in the batch.
Unyielding Mechanical Stability for Dual-Cavity Loads. Injecting molten PET into a double-row mold requires immense and perfectly distributed pressure. At the heart of the EP-HGY250-V4-B is a 16-ton heavily reinforced chassis paired with American Parker high-pressure valves and a 300 KN injection clamping system. This absolute rigidity prevents mold breathing across the wide dual-row span, ensuring flawless, leak-proof neck threads and zero visible parting lines across all cavities.
جدول المواصفات الفنية (تنسيق المواصفات الفنية العالمي)
Note: Parameters are based on verified engineering blueprints for the EP-HGY250-V4-B Double-Row model, providing critical data for enterprise procurement.
| بند المواصفات | تفاصيل المعلمات الهندسية / المكونات |
| توافق المواد | PET, PETG, PC, Tritan, PP |
| تخطيط الآلة |
Double-Row (Dual-Cavity Configuration) |
| Screw Diameter Options |
50 mm / 55 mm / 60 mm |
| حجم الحقن النظري |
315 cm3 to 480 cm3 |
| Screw Rotational Speed (RPM) |
150 to 270 r/min |
| قوة تثبيت الحقن |
300 KN |
| قوة التثبيت بالنفخ |
250 KN (Single Side) |
| Motor Power (Tri-Servo System) |
67.7 KW |
| الطاقة الحرارية |
15 KW (Nano-far-infrared) |
| ضغط هواء النفخ |
2.0 – 3.5 ميجا باسكال |
| ضغط ماء التبريد |
0.4 – 0.6 ميجا باسكال |
| Oil Cooler Water Pressure |
0.3 – 0.4 Mpa |
| Control System / PLC |
Inovance / MIRLE PLC |
| Hydraulic Control Valve |
YUKEN (Taiwan) |
| أبعاد الآلة (الطول × العرض × الارتفاع) |
5200 mm x 2500 mm x 3800 mm |
| وزن الآلة |
16 Tons |
جدول التوافق والاستبدال
EVER-POWER ISBM solutions are engineered to disrupt the monopoly of expensive Western and Japanese proprietary manufacturing ecosystems.
| العلامة التجارية/السلسلة البديلة المستهدفة | مكافئ إيفر باور | تفاصيل التوافق والمطابقة |
| Replacement for Japanese Dual-Row ISBMs | EP-HGY250-V4-B | Engineered to perfectly accommodate standard double-row mold bases. Tie-bar spacing and injection nozzle alignments are calibrated for high-cavitation tooling. |
| Legacy 3-Station High-Volume Machines | EP-HGY250-V4-B | Upgrades older high-volume machines with a 4th temperature conditioning station, drastically reducing rejection rates for non-round high-cavitation bottles. |
| European Heavy-Tonnage Models | EP-HGY250-V4-B | Outperforms legacy European models with a 67.7 KW tri-servo pump system, delivering superior dual-row throughput with drastically lower electricity usage. |
مواءمة معايير الصناعة (ISO/DIN)
ISO 9001 and ISO 14001 Quality Management. The EP-HGY250-V4-B is manufactured under rigorous ISO certifications, ensuring absolute traceability of every structural weld and hydraulic circuit. The 16-ton heavy-duty frame undergoes extensive finite element analysis (FEA) to guarantee operational safety and longevity, especially under the wide-span stress of double-row mold operations.
Global Component Standardization (DIN/JIS). To ensure global maintainability, EVER-POWER utilizes internationally standardized components. The hydraulic pressure control valves from YUKEN and the high-pressure pneumatic systems from American Parker adhere strictly to ISO fluid power standards. Furthermore, the integration of Japanese NSK lead screws ensures JIS-compliant micro-precision, making spare parts sourcing effortless globally.
دليل الاختيار وتحليل السوق الإقليمي
EVER-POWER provides customized, region-specific ISBM configurations, addressing the unique environmental challenges, energy regulations, and consumer trends of major global manufacturing hubs.
تحليل سوق الولايات المتحدة. The North American packaging sector demands massive volumes for hotel amenities, single-serve beverages, and travel-sized cosmetics. The EP-HGY250-V4-B’s double-row capability allows American manufacturers to double their output per square foot of factory space. Its fully enclosed, one-step process prevents preform contamination, ensuring strict compliance with FDA regulations. By replacing expensive domestic equipment, US operators can scale production while saving significant capital expenditure.
تحليل السوق الألمانية والأوروبية. Germany and the broader EU market operate under aggressive Industry 4.0 efficiency mandates and strict carbon emission caps. The EP-HGY250-V4-B addresses this directly through its 67.7 KW servo pump system, which only draws electricity when kinematically required. This on-demand power management reduces energy consumption significantly compared to continuous-run hydraulic machines, offering a highly disruptive, cost-effective alternative to domestic German high-cavitation machinery.
تحليل سوق البرازيل وأمريكا اللاتينية. Brazilian manufacturing facilities frequently contend with high ambient humidity, elevated temperatures, and fluctuating electrical grids. The EP-HGY250-V4-B is built specifically for these exacting conditions. Its massive 16-ton mass absorbs mechanical shock, while the robust integrated temperature control box and heavy-duty YUKEN hydraulic valves maintain steady pressure and thermal stability, ensuring consistent optical clarity for dual-row PET packaging in tropical climates.
تحليل سوق المملكة العربية السعودية والشرق الأوسط. The Gulf region’s rapidly expanding hospitality and premium cosmetic sectors require high-volume production of small, luxurious bottles. The EP-HGY250-V4-B utilizes advanced oil cooling circuits operating at 0.3-0.4 Mpa to withstand high thermal degradation. The machine’s formidable 300 KN injection clamping force easily processes the dense preforms required for high-cavity oud perfume vials and travel amenities.
تحليل السوق الروسية. Driven by a strategic shift toward localized production, Russian factories require highly dependable, restriction-free technology to replace sanctioned Western supply chains. EVER-POWER guarantees complete supply chain security. The EP-HGY250-V4-B is an incredibly durable, 16-ton workhorse that empowers Russian pharmaceutical and cosmetic manufacturers to scale domestic production rapidly with high-cavitation molds, fully supported by our comprehensive remote engineering team.
تحليل سوق تايلاند وجنوب شرق آسيا. Thailand dominates the global market for OEM spa, cosmetic, and luxury hotel amenity packaging. This highly specialized sector demands massive volumes of small, complex, asymmetrical bottle designs. The EP-HGY250-V4-B’s double-row setup combined with the second temperature conditioning station applies exact differential heating, ensuring perfect material distribution across 16 or 24 cavities simultaneously, elevating the output of Southeast Asian export goods.
تحليل السوق الأسترالية. With exceptionally high labor rates, Australian packaging plants prioritize maximum automation, maximum output per cycle, and minimum human intervention. The EP-HGY250-V4-B features an automated take-out stroke that drops dozens of finished bottles directly onto downstream robotic conveyor systems per cycle. The highly intuitive Inovance/MIRLE PLC interface allows a single Australian operator to manage massive throughput safely and efficiently.
تحليل سوق جنوب أفريقيا. As a primary manufacturing hub for the African continent, South African investors require high-yield machinery capable of saturating the regional market quickly. The EP-HGY250-V4-B’s double-row architecture allows facilities in Johannesburg to flood the market with pharmaceutical vials or small beverage bottles at unprecedented speeds. This unmatched high-cavitation efficiency guarantees a rapid return on investment.
سيناريوهات تطبيق شاملة

High-Volume Hotel Amenity Bottles. The hospitality industry consumes tens of millions of 30 ml to 50 ml shampoo and lotion bottles annually. The EP-HGY250-V4-B’s double-row configuration is perfectly optimized for this application. By running high-cavitation molds (e.g., 16 or 24 cavities), manufacturers can produce thousands of flawless, crystal-clear PETG amenity bottles per hour. The 300 KN clamping force ensures the tiny neck threads are molded perfectly across the entire dual-row span.
Sterile Pharmaceutical Vials and Eye Drops. Medical syrups, eye drop vials (15 ml – 30 ml), and pill containers demand massive production volumes alongside absolute barrier integrity. The 300 KN injection clamping force creates perfectly sealed, leak-proof screw threads on every vial in the double-row mold. The one-step, closed-loop sterile process prevents atmospheric contamination, fully complying with global pharmacopeia high-volume packaging standards.
Single-Serve Premium Beverages and Spirits. The market for 50 ml “miniature” spirit bottles and single-serve premium juices requires rapid, high-yield manufacturing. With a theoretical injection volume up to 480 cm3, the machine easily injects the plastic volume needed to fill high-cavitation double-row molds. The biaxial stretching process realigns the PET polymer chains, ensuring the small containers withstand stacking and transit pressures.
Travel-Sized Luxury Cosmetic Jars. Premium face creams often come in 15 ml to 50 ml travel sizes that must mimic the heavy weight and premium feel of glass. The EP-HGY250-V4-B utilizes its 4-station process to precisely condition the preform temperature across all cavities in the double row. This enables the simultaneous blowing of dozens of ultra-thick PETG bases, maintaining premium brand aesthetics at massive industrial scales.
BPA-Free Infant Care Products (Tritan/PP). Small nursing bottles and pacifier covers must be strictly BPA-free and highly durable. Materials like Tritan and PP have very narrow processing temperature windows. The advanced MIRLE/Inovance PLC control system and the 15 KW nano-far-infrared heating rings maintain exact barrel temperatures, ensuring uniform melt viscosity to fill double-row molds without polymer degradation or yellowing.
Essential Oils and Chemical Vials. Small bottles utilized for aggressive cleaning agents, agrochemicals, and essential oils require extreme structural rigidity and stress-crack resistance. The EP-HGY250-V4-B perfectly aligns the molecular structure during the 250 KN stretch-blow phase, significantly increasing the chemical resistance of the container walls across the entire dual-cavity batch.
معرفة
What is the Advantage of the Double-Row “-B” Configuration?
The “B” variant signifies a Double-Row (Dual-Cavity) layout. Standard machines feature a single line of mold cavities. The EP-HGY250-V4-B is engineered with a wider clamping area and modified injection manifolds to support two parallel rows of cavities. For small to medium bottles, this effectively doubles the production output per cycle, drastically reducing the cost per unit without increasing the machine’s footprint significantly.
Why is the 300 KN Injection Clamping Force Critical for Dual-Rows? When injecting molten plastic into a double-row mold, the internal pressure is distributed over a much larger surface area. A massive 300 KN clamping force ensures that the heavy steel mold halves remain locked absolutely tight against this expansive pressure. This prevents the mold from “breathing” at the edges, ensuring that the bottle neck threads on the outermost cavities are just as perfectly formed and flash-free as those in the center.
How Does the Tri-Servo Pump System Maximize ROI? Traditional variable displacement hydraulic pumps run continuously, constantly consuming electricity. The EP-HGY250-V4-B utilizes a sophisticated 67.7 KW tri-servo pump system that operates purely on demand. It delivers high RPM only during the active injection and clamping phases, and slows to near-zero during the cooling phases. This highly intelligent power management slashes electricity usage by up to 40 percent, saving packaging facilities tens of thousands of USD annually.
Who Should Invest in the EP-HGY250-V4-B?
Large-scale enterprise packaging manufacturers supplying the hotel amenity, pharmaceutical, and travel-sized cosmetic industries are the ideal operators. Specifically, companies struggling to meet high-volume demands with standard single-row machines should invest in the EP-HGY250-V4-B. It allows them to double their throughput and completely dominate high-volume, low-margin product sectors.
Where Should the Cooling Systems be Calibrated for High-Cavitation Output? Double-row molds generate significantly more heat due to the increased plastic volume per cycle. Operators must carefully monitor two distinct industrial cooling circuits. The primary machine mold cooling water pressure must be maintained strictly between 0.4 and 0.6 Mpa to ensure rapid, uniform plastic solidification across all cavities. Simultaneously, the hydraulic oil cooler water pressure must be sustained at 0.3 to 0.4 Mpa to prevent fluid degradation.
When Should the Nano-Far-Infrared Heating Rings be Inspected? The 15 KW nano-far-infrared heating rings on the injection barrel are engineered for extreme durability and superior thermal efficiency. Under normal 24/7 operating conditions, they possess a lifespan significantly longer than traditional ceramic heater bands. Routine thermal imaging checks should be conducted semi-annually to ensure even heat distribution. Replacement is typically only required every 3 to 5 years, minimizing downtime.
فحص الجودة ونقاط قوة المصنع
Exhaustive 100-Point Quality Control Workflows. Every EP-HGY250-V4-B machine is subjected to an exhaustive quality assurance protocol before it leaves the EVER-POWER facility. This includes a 72-hour continuous high-pressure test verifying the integrity of the American Parker valves and the 300 KN injection clamping mechanism across a simulated double-row span. We utilize digital laser alignment to ensure that the massive 16-ton frame operates with absolute micro-millimeter precision.
EVER-POWER’s Unrivaled Manufacturing Prowess. As a premier source manufacturer, EVER-POWER bridges the gap between premium, heavy-duty engineering and unmatched cost-effectiveness. We utilize the exact same tier-one components (Inovance PLCs, YUKEN hydraulics, Parker valves) as top-tier Western brands. However, our vertically integrated manufacturing processes allow us to offer the 16-ton EP-HGY250-V4-B at a fraction of the cost, making extreme high-cavitation production accessible globally.
Comprehensive Global After-Sales and Digital Support. Our commitment to our international clients extends far beyond the point of sale. We provide 24/7 remote technical support and readily dispatch senior engineers globally for on-site commissioning and training. We guarantee the rapid supply of spare parts, leveraging our expansive supply chain to ensure your high-volume production lines never experience prolonged halts.
شهادات عملاء حقيقية
Testimonial 1: Dominating the Hotel Amenity Market in the USA
“We manufacture hotel amenity bottles in Nevada. We couldn’t keep up with demand using standard single-row machines. Upgrading to the EVER-POWER EP-HGY250-V4-B double-row machine changed everything. Our output doubled overnight without needing to expand our factory floor. The 300 KN clamping force ensures every single 30ml bottle has perfect threads. The capital ROI was achieved in under 14 months.” – مايكل هـ، مدير قسم الهندسة، الولايات المتحدة الأمريكية.
Testimonial 2: High-Yield Cosmetics in Thailand
“Our high-end spa clients require massive volumes of small, complex lotion bottles. The dedicated temperature regulation station on the EP-HGY250-V4-B ensures that even in a 16-cavity double-row setup, every single bottle receives perfect thermal conditioning. We have zero thin corners. The 16-ton machine is incredibly stable, and the Inovance PLC makes managing high-cavitation runs very easy.” – سيري دبليو، مدير المصنع، تايلاند.
Testimonial 3: Heavy-Duty Pharma Production in Russia
“Operating our facility in Moscow, we needed to rapidly scale our production of 15ml eye-drop vials independent of Western supply chains. The 16-ton EP-HGY250-V4-B double-row ISBM is an absolute high-yield workhorse. The 300 KN clamping force ensures our medical vials are absolutely leak-proof across the entire mold. EVER-POWER’s remote support has been exceptional.” – إيفان ك.، رئيس العمليات، روسيا.
Testimonial 4: Slashing Per-Unit Energy Costs in Germany
“With European energy prices at historic highs, we had to maximize our output-to-energy ratio. The EP-HGY250-V4-B allows us to produce double the bottles per cycle, while the 67.7 KW tri-servo pump system keeps our power draw extremely low. We achieved CE-compliant safety and incredible energy savings, making us highly competitive in the European travel-size cosmetic market.” – لارس م.، مشرف الإنتاج، ألمانيا.
Testimonial 5: Ultimate Output Scalability in South Africa
“We supply pharmaceutical vials for the entire African continent from our Cape Town plant. The sheer volume capacity of the EP-HGY250-V4-B double-row configuration gives us incredible production dominance. We can run massive 480 cubic centimeter injection volumes seamlessly to fill dual-row molds. The machine is incredibly cost-effective, allowing us to outbid all competitors.” – ديفيد ب.، الرئيس التنفيذي، جنوب أفريقيا.
دليل التثبيت والإعداد (متوافق مع مخطط HowTo)

Step 1: Uncrating and Structural Positioning. The EP-HGY250-V4-B is a heavy-duty asset weighing 16 Tons. Ensure the factory floor is heavily reinforced. Utilize a certified industrial gantry crane to lift and position the 5200 mm x 2500 mm x 3800 mm unit. Place the machine on heavy-duty anti-vibration leveling mounts and use a precision laser level to ensure horizontal alignment.
Step 2: Connecting Industrial Utilities. Wire the 370-400V main 3-phase power supply to the machine’s primary electrical cabinet. Connect the high-pressure air compressor lines, verifying a steady 2.0-3.5 Mpa blowing air pressure. Attach the industrial chiller water lines, ensuring 0.4-0.6 Mpa for high-cavitation mold cooling and 0.3-0.4 Mpa for the hydraulic oil cooler.
Step 3: Dual-Row Tooling and Mold Installation. Carefully install the double-row injection mold, the temperature conditioning pot, the blow mold, and the high-capacity take-out tooling. Utilize the manual micro-jog function on the Inovance PLC touchscreen to slowly lower the upper stroke, verifying that all guide pins across the wide span align perfectly.
Step 4: Thermal Calibration. Power on the 15 KW nano-far-infrared heaters. Input the specific melting temperatures required for your resin into the PLC. Allow the integrated temperature control system to stabilize the massive hot runner manifold for at least 60 minutes to ensure a uniform melt viscosity across all dual-row nozzles prior to injection.
Step 5: Production Dry-Run and Process Tuning. Execute a mechanical dry run without material to verify the synchronization of the 67.7 KW tri-servo pump system. Once smooth operation is confirmed, introduce the raw plastic resin. Fine-tune the temperature conditioning station parameters to eliminate any wall-thickness inconsistencies across the 16 or 24 cavities before initiating automated mass production.
الأسئلة الشائعة (FAQ)
1. What does “Double-Row” or “-B” mean for this ISBM machine? The “B” variant indicates a Double-Row (Dual-Cavity) structural layout. Instead of a single line of mold cavities, the machine is engineered to support two parallel rows. For small to medium bottles, this effectively doubles the production output per cycle compared to standard single-row machines.
2. Why is the 300 KN Injection Clamping Force necessary? Injecting plastic into a double-row mold creates immense internal pressure over a wide surface area. A massive 300 KN clamping force ensures the heavy steel mold halves remain locked tightly, completely preventing any plastic leakage (flashing) and ensuring perfectly formed threads on every bottle.
3. What is the maximum theoretical injection volume of the EP-HGY250-V4-B? Depending on the chosen screw diameter (ranging from 50 mm to 60 mm), the machine can achieve a massive maximum theoretical injection volume of up to 480 cubic centimeters, providing the high plastic volume required to fill high-cavitation double-row molds.
4. What type of cooling system is required for high-cavitation operation? Due to the increased plastic volume per cycle, the machine requires a robust external industrial water chiller capable of providing cooling water at a steady pressure of 0.4 to 0.6 Mpa for the molds, and a separate line for the hydraulic oil cooler maintained at 0.3 to 0.4 Mpa.
5. What is the total power requirement for the machine? The machine has a total power requirement of 82.7 KW, which is distributed between the highly efficient 67.7 KW tri-servo motor system and the 15 KW nano-far-infrared heating system.
6. Can this machine process premium PETG material? Yes, the EP-HGY250-V4-B is highly optimized for processing PET, PETG, PC, and Tritan materials, making it the ideal technological platform for producing high-transparency, premium cosmetic and hotel amenity packaging.
7. What are the physical dimensions and weight of the machine? The EP-HGY250-V4-B is a heavy-duty industrial asset, weighing 16 Tons with overall physical dimensions of 5200 mm in length, 2500 mm in width, and 3800 mm in height.
8. Why should I choose a 4-station machine for high-cavitation production?
A 4-station machine incorporates a dedicated temperature conditioning station. When running double-row molds, this step is absolutely essential to ensure that every single preform, whether in the center or on the edge of the mold, receives precise thermal conditioning for uniform blowing.
9. Are the pneumatic and hydraulic components internationally sourced? Yes, we utilize globally recognized components including American Parker high-pressure valves, Taiwan YUKEN hydraulic control valves, and Japanese NSK lead screws to ensure extreme reliability and easy maintenance.
10. Do you provide installation training for our operators?
Absolutely. We provide comprehensive digital manuals, electrical schematics, video tutorials, and offer the global dispatch of our senior engineers directly to your facility for complete on-site commissioning and hands-on operator training.
اقتراحات لوضع الوسائط المتعددة
-
القسم الثاني أدناه (ملخص الذكاء الاصطناعي): Insert a wide-angle, well-lit studio image of the massive 16-ton EP-HGY250-V4-B machine, highlighting the robust 4-station turntable layout and safety enclosures. (Alt text: EP-HGY250-V4-B Double-Row 4-Station Injection Stretch Blow Moulding Machine overview).
-
القسم الرابع (عرض القيمة): Embed an animated CAD video demonstrating the injection of molten plastic into a double-row mold manifold, visually illustrating the dual-cavity filling process.
-
بجوار القسم 5 (جدول المواصفات): Display a close-up, high-resolution photo of the 300 KN injection clamping mechanism and the 67.7 KW tri-servo pump system.
-
القسم 9 (الطلبات): Insert a high-quality grid image showcasing massive production batches: rows of 30ml hotel amenity bottles, 15ml pharmaceutical eye-drop vials, and travel-sized cosmetic jars produced by the machine.
المنتجات التكميلية ذات الصلة
To construct a highly efficient, fully automated packaging facility, EVER-POWER offers a comprehensive suite of compatible peripheral equipment. Alongside the EP-HGY250-V4-B, we highly recommend integrating our Precision Custom Double-Row ISBM Moulds, engineered specifically to maximize the machine’s 300 KN clamping force. Additionally, we supply High-Capacity Closed-Loop Industrial Water Chillers, Oil-Free High-Pressure Air Compressors (3.5 Mpa capable)، و Automated Robotic Packing Arms to ensure a seamless, high-yield manufacturing ecosystem.
ملاحظات مضادة للهلوسة
Technical parameters such as maximum theoretical injection volume (315-480 cm3) and specific bottle weights depend heavily on the chosen screw diameter (50-60 mm) and the intrinsic viscosity of the raw resin used. Always consult our engineering team with your specific material data sheet.
The Double-Row (Dual-Cavity) capability is optimized for small to medium-sized containers; maximum bottle dimensions are restricted by the tie-bar spacing required to fit two rows. Consult EVER-POWER for exact cavity limits based on your bottle diameter.
Energy savings calculations (up to 40 percent) are based on direct comparative tests of the 67.7 KW tri-servo system against legacy continuous-run hydraulic ISBM machines operating under standard ambient factory conditions.
Ready to completely dominate the high-volume packaging market by doubling your production output per cycle? اتصل بشركة إيفر باور اليوم. Let our senior engineers configure the perfect EP-HGY250-V4-B Double-Row ISBM solution to drastically lower your per-unit manufacturing costs. Email us at [email protected] for a comprehensive technical consultation, custom high-cavitation mold design, and factory-direct pricing.



























